
 TCT-savklinge
TCT-savklinge HERO Dimensioneringssavklinge
HERO Dimensioneringssavklinge HERO Panelstørrelsessav
HERO Panelstørrelsessav HERO Forridseklinge
HERO Forridseklinge HERO Massivt Træ Savklinge
HERO Massivt Træ Savklinge HERO Aluminiumsav
HERO Aluminiumsav Rillesav
Rillesav Stålprofilsav
Stålprofilsav Kantlimningssav
Kantlimningssav Akrylsav
Akrylsav PCD-savklinge
PCD-savklinge PCD-dimensioneringssavklinge
PCD-dimensioneringssavklinge PCD-panelstørrelsessav
PCD-panelstørrelsessav PCD-ridsesavklinge
PCD-ridsesavklinge PCD-rillesav
PCD-rillesav PCD aluminiumsav
PCD aluminiumsav PCD-fiberpladesav
PCD-fiberpladesav Koldsav til metal
Koldsav til metal Koldsavklinge til jernholdigt metal
Koldsavklinge til jernholdigt metal Tørskåret savklinge til jernholdigt metal
Tørskåret savklinge til jernholdigt metal Koldsavmaskine
Koldsavmaskine Borehoveder
Borehoveder Dyvelborehoveder
Dyvelborehoveder Gennemgående borehoveder
Gennemgående borehoveder Hængselbor
Hængselbor TCT trinborehoveder
TCT trinborehoveder HSS-bor/mortise-bor
HSS-bor/mortise-bor Fræserbits
Fræserbits Lige bits
Lige bits Længere lige bits
Længere lige bits TCT lige bor
TCT lige bor M16 lige bits
M16 lige bits TCT X lige bor
TCT X lige bor 45 graders affasningsbor
45 graders affasningsbor Udskæringsbit
Udskæringsbit Hjørne rund bit
Hjørne rund bit PCD-fræsere
PCD-fræsere Kantlimningsværktøjer
Kantlimningsværktøjer TCT finbeskæringsskærer
TCT finbeskæringsskærer TCT-forfræser
TCT-forfræser Kantlimningssav
Kantlimningssav PCD finbeskæringsskærer
PCD finbeskæringsskærer PCD-forfræser
PCD-forfræser PCD kantbåndsav
PCD kantbåndsav Andre værktøjer og tilbehør
Andre værktøjer og tilbehør Boreadaptere
Boreadaptere Borepatroner
Borepatroner Diamantslibhjul
Diamantslibhjul Høvleknive
Høvleknive







I denne artikel gennemgår vi nogle af de vigtigste tandtyper i rundsavklinger, der kan hjælpe dig med at skære gennem forskellige træsorter med lethed og præcision. Uanset om du har brug for en klinge til langsnit, tværsnit eller kombinationssnit, har vi en klinge til dig. Vi giver dig også nogle nyttige tips til, hvordan du vælger den rigtige klinge til dit projekt, og hvordan du vedligeholder den for optimal ydeevne.

Indholdsfortegnelse
- Rundsavklinger
- Typiske tandformer og anvendelser
- Indflydelse af træ som råmateriale og basismateriale på skæreværktøjer
- Sådan vælger du den rigtige savklinge
Rundsavklinger
Rundsavklinger er progressive værktøjer til skæring af plast og træ.
De består af en savplade lavet af polykrystallinsk diamant eller wolframcarbid.
tænder loddet på ydersiden af den. De bruges til at opdele emner.
Målet er at gøre skærebredden så lille som muligt, samtidig med at skæretab og skæretrykket minimeres. Omvendt er lige snit upåvirkede af ridser. Riller kræver et specifikt niveau af klingestabilitet, hvilket uundgåeligt kræver en indrømmelse.
< =”font-family: 'times new roman', times; font-size: medium;”>mellem savens klinge og skærebredde. Emnets geometri og materiale, savtænderne med hensyn til geometri og form. Positive skærevinkler anvendes typisk for at minimere skærekræfterne. For emner med tynde vægge, f.eks.
Typiske tandformer og anvendelser
For at forhindre saven i at sætte sig fast i hule profiler, kræves negative skærevinkler. Antallet af tænder bestemmes af standarderne for skærekvalitet. Den generelle regel er, at jo flere tænder der er, desto bedre skærekvalitet, og jo færre tænder der er, desto glattere bliver savsnittet.
Klassificering af typiske tandformer og anvendelser:
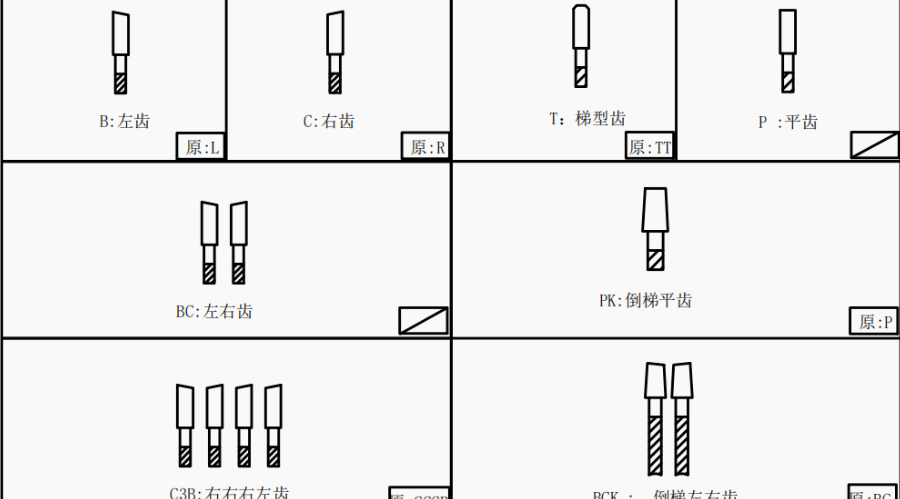
| Tandform | Anvendelse |
| Flad FZ | Massivt træ, på langs og på tværs af åretegning. |
| Alternativ, positiv WZ | Massivt træ på tværs af året samt limet, træprodukter, ubehandlet, plastbelagt eller fineret, krydsfiner, multiplex, kompositmaterialer, lamineret materiale |
| Alternativ, negativ WZ | Massivt træ på tværs af åretegning, hule plastprofiler, ekstruderede profiler og rør af ikke-jernholdige metaller. |
| Firkantet/trapezformet, positiv FZ/TR | Træprodukter, ubelagte, plastbelagte eller finerede, ekstruderede profiler og rør af ikke-jernholdige metaller, ikke-jernholdige metaller, AI-PU sandwichpaneler, hule plastprofiler, polymerplast (Corian, Varicor osv.) |
| Kvadratisk/trapezformet, negativ FZ/TR | Ekstruderede profiler og rør af ikke-jernholdige metaller, hule plastprofiler, AI-PU sandwichpaneler. |
| Flad, skråskåret | Maskinsave til byggebranchen. |
| Inverteret V/hul jord HZ/DZ | Træprodukter, plastbelagte og finerede, belagte profillister (fodpaneler). |
Dette er de syv essentielle tandtyper på rundsavklinger.
Indflydelse af træ som råmateriale og basismateriale på skæreværktøjer
Men i den faktiske anvendelse, fordi skærematerialet er forskelligt, og samtidig skæreretningen er forskellig, vil skæreeffekten og værktøjets levetid også blive påvirket.

Mens nåletræ, løvtræ og løvtræ generelt er sammenlignelige, er der nogle outliers, såsom taks, som er et løvtræ, og el, birk, lind, poppel og pil, som er nåletræer.
Densitet, styrke, elasticitet og hårdhed er væsentlige variabler i forarbejdning og værktøjsvalg. Derfor er det vigtigt at opdele hårdttræ og blødttræ, da det giver en omfattende reference til disse kvaliteter.
Ved træbearbejdning og tømrerarbejde er det vigtigt at bemærke, at træ er et materiale med varierende struktur og kvalitet. Dette illustreres især af nåletræets årringe. Hårdheden varierer betydeligt mellem tidligt og sent træ. Disse faktorer skal tages i betragtning under træbearbejdning, og skærematerialet, skærematerialets geometri og bearbejdningsparametre skal justeres i overensstemmelse hermed. Når man arbejder med forskellige træsorter, er det ofte nødvendigt at gå på kompromis. Afhængigt af egenskaberne og parametrene for det materiale, man bearbejder, og endda hvor mange materialesorter der er tale om, skal man foretage de passende justeringer.
Og for de fleste skæreteknologiske kvaliteter er rumvægten den afgørende faktor. Rumvægten er forholdet mellem masse og volumen (inklusive alle partikler). Afhængigt af træsorten ligger rumvægten normalt fra 100 kg/m3 til 1200 kg/m3.

Andre faktorer, der påvirker slid på skærkanten, er træets sammensætning, såsom tanniner eller silikatindeslutninger.
Her er nogle almindelige kemiske komponenter, der findes i træ.
Naturlige tanniner, såsom dem der findes i egetræ, forårsager kemisk slid på et værktøjs skær.
Dette gælder især, hvis træets fugtighedsindhold er højt.
Silikatindhold, såsom dem der findes i tropiske træsorter som pil, teak eller mahogni, absorberes fra jorden sammen med næringsstoffer. Det krystalliserer derefter i kar.
De øger slibende slid på skærkanten.
Forskellen i tæthed mellem tidligt og sent træ er normalt betydelig.
Ofte et tegn på stærke forrevner og tendens til at revne under bearbejdning (f.eks. europæisk rød fyr). Samtidig kan træets farve være anderledes.
Den stigende globale efterspørgsel efter træ skyldes, at flere og flere træer dyrkes i plantageskove. Disse såkaldte plantageskove er normalt hurtigtvoksende.
arter som radiatafyr, eukalyptus og poppel. Sammenlignet med planter, der vokser i naturlige skove, har disse planter ruere årringe og er tættere og
styrke er lavere. På grund af den større modtagelighed for stammespaltning og fiberadskillelse kan høst af plantagetømmer nogle gange være en reel udfordring.
Det kræver særlige forarbejdningsteknikker og særlige værktøjsløsninger.
Sådan vælger du den rigtige savklinge
Når du så har forstået det grundlæggende i ovenstående, forskellen i træ og forskellen i tandform.
Det næste trin er, hvordan man vælger den rigtige savklinge. I denne artikel viser vi dig, hvordan du gør det på flere måder.
I. Udvælgelsesgrundlag for rundsavklinger
Klassificering af savematerialets egenskaber
1、SoldWgod:Ckrydsskæring,Llængdesnit.
Tværsnit skal skære træfibrene af. Skærefladen skal være plan, må ikke have knivmærker og må ikke have grater, så savklingen, der bruges i den ydre diameter, kan10 tommer eller 12 tommerog antallet af tænder skal være i60 tænder til 120 tænderJo tyndere materialet er, desto flere tænder bruges der tilsvarende. Fremføringshastigheden skal være tilsvarende langsom. En længdesav med relativt færre tænder vil have en hurtigere fremføringshastighed, så kravene til spånfjerning er meget høje, så kravene til savklingen er også høje.YD 10 tommer eller 12 tommeri antallet af tænder mellem24 og 40 tænder.
2、Fremstillede plader: Densitetsplade, spånplade, krydsfiner.
Skæring skal fuldt ud tage højde for skærekraften og problemet med spånfjernelse, brugen af savklinger med en udvendig diameter på10 tommer eller 12 tommeraf tænder skal være mellem60 tænder til 96 tænder.
Efter ovenstående to regler kan du brugeBC-tænderhvis der er enmassivt træ, almindeligt brætuden finer, og standarderne for polering af snitfladen er ikke særlig høje ved skæring.spånplademed finer,krydsfiner, tæthedspladeog så videre, brug en savklinge medTP-tænderJo færre tænder, desto lavere skæremodstand; jo flere tænder, desto større skæremodstand, men desto glattere skæreflade.
- Konklusion
Der findes mange typer rundsavklinger med forskellige anvendelser. I den faktiske brug bør det kombineres med hvilket materiale der skal skæres, hvilken anvendelse der skal anvendes, kombineret med maskinen. Vælg den passende tandform og den passende størrelse på den tilsvarende type savklinge.
Vi er altid klar til at forsyne dig med de rigtige skæreværktøjer.
Som leverandør af rundsavklinger tilbyder vi førsteklasses varer, produktrådgivning, professionel service samt en god pris og exceptionel eftersalgssupport!
På https://www.koocut.com/.
Bryd grænserne og bevæg dig modigt fremad! Det er vores slogan.
Og vi vil være fast besluttet på at blive en førende international leverandør af skæreteknologiske løsninger og tjenester i Kina, og i fremtiden vil vi yde vores store bidrag til at fremme indenlandsk fremstilling af skæreværktøjer med avanceret intelligens.
Opslagstidspunkt: 23. august 2023





