
 TCT-Sägeblatt
TCT-Sägeblatt HERO-Sägeblatt
HERO-Sägeblatt HERO Plattenzuschnittsäge
HERO Plattenzuschnittsäge HERO-Vorritzsägeblatt
HERO-Vorritzsägeblatt HERO Massivholz-Sägeblatt
HERO Massivholz-Sägeblatt HERO Aluminiumsäge
HERO Aluminiumsäge Nutsäge
Nutsäge Stahlprofilsäge
Stahlprofilsäge Kantenanleimsäge
Kantenanleimsäge Acrylsäge
Acrylsäge PCD-Sägeblatt
PCD-Sägeblatt PCD-Dimensionierung Sägeblatt
PCD-Dimensionierung Sägeblatt PCD-Platten-Dimensionierungssäge
PCD-Platten-Dimensionierungssäge PCD-Vorritzsägeblatt
PCD-Vorritzsägeblatt PCD-Nutsäge
PCD-Nutsäge PCD-Aluminiumsäge
PCD-Aluminiumsäge Kaltsäge für Metall
Kaltsäge für Metall Kaltsägeblatt für Eisenmetalle
Kaltsägeblatt für Eisenmetalle Trockenschnitt-Sägeblatt für Eisenmetalle
Trockenschnitt-Sägeblatt für Eisenmetalle Kaltsägemaschine
Kaltsägemaschine Bohrer
Bohrer Dübelbohrer
Dübelbohrer Durch Bohrmeißel
Durch Bohrmeißel Scharnierbohrer
Scharnierbohrer TCT-Stufenbohrer
TCT-Stufenbohrer HSS-Bohrer/Stechbeitel
HSS-Bohrer/Stechbeitel Fräser
Fräser Gerade Bits
Gerade Bits Längere gerade Bits
Längere gerade Bits TCT-Geradbohrer
TCT-Geradbohrer M16-Geradbits
M16-Geradbits TCT X-Geradbohrer
TCT X-Geradbohrer 45-Grad-Fasenfräser
45-Grad-Fasenfräser Schnitzmesser
Schnitzmesser Eckrundes Bit
Eckrundes Bit PCD-Fräsbits
PCD-Fräsbits Kantenanleimwerkzeuge
Kantenanleimwerkzeuge TCT Feintrimmschneider
TCT Feintrimmschneider TCT-Vorfräser
TCT-Vorfräser Kantenanleimsäge
Kantenanleimsäge PCD-Feintrimmer
PCD-Feintrimmer PCD-Vorfräser
PCD-Vorfräser PCD-Kantenanleimsäge
PCD-Kantenanleimsäge Sonstige Werkzeuge und Zubehör
Sonstige Werkzeuge und Zubehör Bohradapter
Bohradapter Bohrfutter
Bohrfutter Diamantschleifscheibe
Diamantschleifscheibe Hobelmesser
Hobelmesser







In diesem Artikel stellen wir Ihnen einige wichtige Zahntypen von Kreissägeblättern vor, mit denen Sie verschiedene Holzarten mühelos und präzise durchtrennen können. Ob Sie ein Sägeblatt zum Längs-, Quer- oder Kombinationsschneiden benötigen – wir haben das passende für Sie. Außerdem geben wir Ihnen nützliche Tipps zur Auswahl des richtigen Sägeblatts für Ihr Projekt und zur optimalen Pflege.

Inhaltsverzeichnis
- Kreissägeblätter
- Typische Zahnformen und Anwendungsgebiete
- Einfluss von Holz als Roh- und Grundmaterial auf Schneidwerkzeuge
- Wie man das richtige Sägeblatt auswählt
Kreissägeblätter
Kreissägeblätter sind Arbeitsgeräte zum Schneiden von Kunststoff und Holz.
Sie bestehen aus einer Sägeplatte aus polykristallinem Diamant oder Wolframcarbid.
An der Außenseite sind Zähne angelötet. Sie dienen zum Unterteilen von Werkstücken.
Ziel ist es, die Schnittbreite so gering wie möglich zu halten und gleichzeitig Schnittverluste und Schnittkräfte zu minimieren. Gerade Schnitte hingegen werden dadurch nicht beeinflusst. Die Schnittgenauigkeit erfordert jedoch ein bestimmtes Maß an Klingenstabilität, was zwangsläufig Kompromisse notwendig macht.
< =”font-family: 'times new roman', times; font-size: medium;”>zwischen Sägeblatt und Schnittbreite. Die Geometrie und das Material des Werkstücks sowie die Geometrie und Form der Sägezähne spielen eine Rolle. Positive Schnittwinkel werden typischerweise verwendet, um die Schnittkräfte zu minimieren. Bei Werkstücken mit dünnen Wänden, z. B.
Typische Zahnformen und Anwendungsgebiete
Um ein Verhaken der Säge an Hohlprofilen zu verhindern, sind negative Schnittwinkel erforderlich. Die Anzahl der Zähne richtet sich nach den Anforderungen an die Schnittqualität. Generell gilt: Je mehr Zähne, desto besser die Schnittqualität; je weniger Zähne, desto glatter der Schnitt.
Klassifizierung typischer Zahnformen und Anwendungsgebiete:
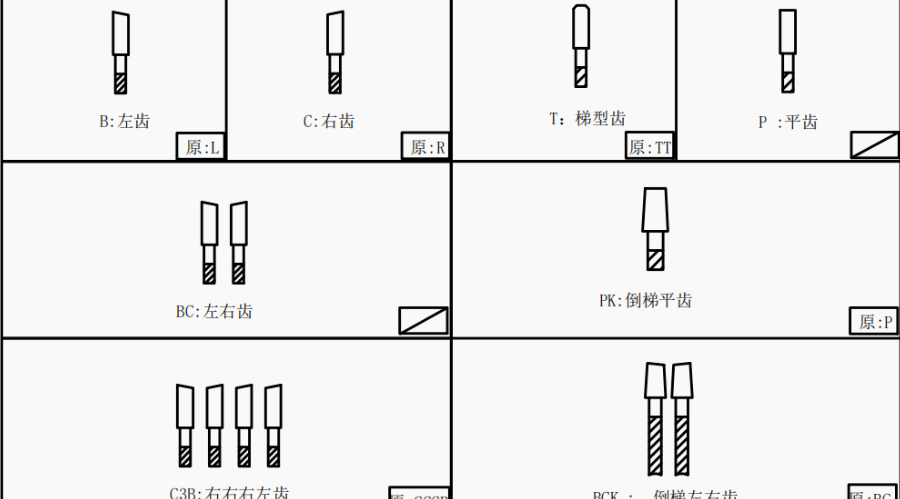
| Zahnform | Anwendung |
| Flat FZ | Massivholz, längs und quer zur Maserung. |
| Alternativ, positives WZ | Massivholz längs und quer zur Maserung sowie verleimt, Holzprodukte, unbeschichtet, kunststoffbeschichtet oder furniert, Sperrholz, Multiplex, Verbundwerkstoffe, Laminat |
| Alternativ, negativeWZ | Massivholz quer zur Maserung, hohle Kunststoffprofile, stranggepresste Profile und Rohre aus Nichteisenmetallen. |
| Quadratisch/trapezförmig, positive FZ/TR | Holzprodukte, unbeschichtet, kunststoffbeschichtet oder furniert, Strangpressprofile und -rohre aus Nichteisenmetallen, Nichteisenmetalle, AI-PU-Sandwichplatten, Hohlprofile aus Kunststoff, Polymerkunststoffe (Corian, Varicor usw.). |
| Quadratisch/trapezförmig, negative FZ/TR | Stranggepresste Profile und Rohre aus Nichteisenmetallen, Hohlprofile aus Kunststoff, AI-PU-Sandwichpaneele. |
| Flach, abgeschrägt | Baumaschinensägen. |
| Invertiertes V/HohlmasseHZ/DZ | Holzprodukte, kunststoffbeschichtet und furniert, beschichtete Profilleisten (Sockelleisten). |
Dies sind die sieben wichtigsten Zahntypen bei Kreissägeblättern.
Einfluss von Holz als Roh- und Grundmaterial auf Schneidwerkzeuge
In der Praxis unterscheiden sich jedoch das Schneidmaterial und die Schnittrichtung. Dies beeinflusst die Schnittleistung und die Werkzeugstandzeit.

Während Nadelhölzer und Nadelhölzer sowie Laubhölzer und Laubhölzer im Allgemeinen vergleichbar sind, gibt es einige Ausreißer, wie zum Beispiel die Eibe, die zu den Laubhölzern zählt, und Erle, Birke, Linde, Pappel und Weide, die zu den Nadelhölzern gehören.
Dichte, Festigkeit, Elastizität und Härte sind entscheidende Faktoren bei der Holzverarbeitung und der Werkzeugauswahl. Daher ist die Kategorisierung von Laub- und Nadelholz von Bedeutung, da sie einen umfassenden Überblick über diese Eigenschaften bietet.
Bei der Holzbearbeitung und Tischlerarbeiten ist zu beachten, dass Holz ein Material mit variierender Struktur und Qualität ist. Dies zeigt sich besonders deutlich an den Jahresringen von Nadelhölzern. Die Härte variiert erheblich zwischen Früh- und Spätholz. Diese Faktoren müssen bei der Holzbearbeitung berücksichtigt werden, und das Schnittmaterial, die Schnittgeometrie sowie die Bearbeitungsparameter müssen entsprechend angepasst werden. Bei der Bearbeitung verschiedener Holzarten sind oft Kompromisse notwendig. Je nach Eigenschaften und Parametern des bearbeiteten Materials und der Anzahl der verwendeten Holzarten sind die entsprechenden Anpassungen vorzunehmen.
Für die meisten Schneidtechnologien ist die Schüttdichte der entscheidende Faktor. Die Schüttdichte ist das Verhältnis von Masse zu Volumen (einschließlich aller Partikel). Je nach Holzart liegt die Schüttdichte üblicherweise zwischen 100 kg/m³ und 1200 kg/m³.

Weitere Faktoren, die den Verschleiß der Schneidkante beeinflussen, sind die Holzzusammensetzung, wie zum Beispiel Tannine oder Silikateinschlüsse.
Hier sind einige häufige chemische Bestandteile von Holz.
Natürliche Tannine, wie sie beispielsweise in Eichenholz vorkommen, verursachen chemischen Verschleiß an der Schneide eines Werkzeugs.
Dies trifft insbesondere dann zu, wenn der Feuchtigkeitsgehalt des Holzes hoch ist.
Silikateinschlüsse, wie sie beispielsweise in den Tropenhölzern Weide, Teak oder Mahagoni vorkommen, werden zusammen mit Nährstoffen aus dem Boden aufgenommen. Anschließend kristallisieren sie in Gefäßen aus.
Sie erhöhen den abrasiven Verschleiß an der Schneide.
Der Dichteunterschied zwischen Frühholz und Spätholz ist in der Regel signifikant.
Oft ein Zeichen für starke Vorrisse und die Neigung zum Spalten bei der Verarbeitung (z. B. bei der europäischen Rotkiefer). Gleichzeitig kann die Farbe des Holzes variieren.
Die weltweit steigende Nachfrage nach Holz ist darauf zurückzuführen, dass immer mehr Bäume in Plantagenwäldern angepflanzt werden. Diese sogenannten Plantagenwälder wachsen in der Regel schnell.
Arten wie Radiata-Kiefer, Eukalyptus und Pappel. Im Vergleich zu Pflanzen in natürlichen Wäldern weisen diese Pflanzen gröbere Jahresringe auf und sind dichter.
Die Festigkeit ist geringer. Aufgrund der größeren Anfälligkeit für Stammspaltung und Fasertrennung kann die Holzernte in Plantagen manchmal eine echte Herausforderung darstellen.
Es erfordert spezielle Verarbeitungstechniken und spezielle Werkzeuglösungen.
Wie man das richtige Sägeblatt auswählt
Nachdem Sie die Grundlagen des oben Genannten verstanden haben, den Unterschied im Holz, den Unterschied in der Zahnform.
Der nächste Schritt ist die Auswahl des richtigen Sägeblatts. In diesem Artikel zeigen wir Ihnen verschiedene Möglichkeiten, wie das geht.
I. Auswahlkriterien für Kreissägeblätter
Klassifizierung der Sägewerkstoffeigenschaften
1、SolidWood:CRossschneiden,LOngitudinalschnitt.
Beim Querschneiden müssen die Holzfasern durchtrennt werden, die Schnittfläche muss eben sein, darf keine Schnittspuren und keinen Grat aufweisen, und das Sägeblatt muss einen Außendurchmesser von … haben.10 Zoll oder 12 Zollund die Anzahl der Zähne sollte in der60 bis 120 ZähneJe dünner das Material, desto mehr Zähne benötigt die Säge und desto geringer die Vorschubgeschwindigkeit. Längssägen mit relativ wenigen Zähnen ermöglichen höhere Vorschubgeschwindigkeiten, wodurch die Anforderungen an die Spanabfuhr und somit auch an das Sägeblatt sehr hoch sind.Außendurchmesser 10 Zoll oder 12 Zollin der Anzahl der Zähne zwischen24 und 40 Zähne.
2、Holzwerkstoffe: MDF, Spanplatten, Sperrholz.
Beim Schneiden müssen die Schnittkraft und das Problem der Spanabfuhr vollständig berücksichtigt werden; hierfür eignen sich Sägeblätter mit einem Außendurchmesser von10 Zoll oder 12 ZollDie Zähne sollten zwischen60 bis 96 Zähne.
Nach Beachtung der beiden oben genannten Regeln können Sie Folgendes verwenden:Zähnewenn es einMassivholz, einfaches BrettOhne Furnier sind die Standards für die Politur der Schnittfläche nicht besonders hoch. Beim SchneidenSpanplattemit Furnier,Sperrholz, Mächtigkeitsplatteund so weiter, verwenden Sie ein Sägeblatt mitTP-ZähneJe weniger Zähne, desto geringer der Schnittwiderstand; je mehr Zähne, desto größer der Schnittwiderstand, aber desto glatter die Schnittfläche.
- Abschluss
Es gibt viele verschiedene Arten von Kreissägeblättern für unterschiedliche Anwendungsbereiche. Im praktischen Einsatz kommt es darauf an, das zu schneidende Material, den Verwendungszweck und die verwendete Maschine zu berücksichtigen. Wählen Sie die passende Zahnform und Größe des entsprechenden Sägeblatts.
Wir sind jederzeit bereit, Ihnen die passenden Schneidwerkzeuge zur Verfügung zu stellen.
Als Lieferant von Kreissägeblättern bieten wir Ihnen Premiumprodukte, Produktberatung, professionellen Service sowie einen guten Preis und einen außergewöhnlichen Kundendienst!
Auf https://www.koocut.com/.
Überwinde die Grenzen und geh mutig voran! Das ist unser Motto.
Und wir sind fest entschlossen, in China ein führender internationaler Anbieter von Lösungen und Dienstleistungen im Bereich der Schneidtechnologie zu werden. Zukünftig werden wir einen großen Beitrag zur Förderung der heimischen Schneidwerkzeugherstellung hin zu fortschrittlicher Intelligenz leisten.
Veröffentlichungsdatum: 23. August 2023





