
 TCTソーブレード
TCTソーブレード HEROサイジングソーブレード
HEROサイジングソーブレード HEROパネルサイジングソー
HEROパネルサイジングソー HERO スコアリングソーブレード
HERO スコアリングソーブレード HERO ソリッドウッドソーブレード
HERO ソリッドウッドソーブレード HEROアルミソー
HEROアルミソー 溝切り鋸
溝切り鋸 スチールプロファイルソー
スチールプロファイルソー エッジバンダーソー
エッジバンダーソー アクリルソー
アクリルソー PCDソーブレード
PCDソーブレード PCDサイジングソーブレード
PCDサイジングソーブレード PCDパネルサイジングソー
PCDパネルサイジングソー PCDスコアリングソーブレード
PCDスコアリングソーブレード PCD溝切りソー
PCD溝切りソー PCDアルミソー
PCDアルミソー 金属用冷間鋸
金属用冷間鋸 鉄金属用冷間鋸刃
鉄金属用冷間鋸刃 鉄金属用ドライカットソーブレード
鉄金属用ドライカットソーブレード 冷間鋸盤
冷間鋸盤 ドリルビット
ドリルビット ダボドリルビット
ダボドリルビット 貫通ドリルビット
貫通ドリルビット ヒンジドリルビット
ヒンジドリルビット TCTステップドリルビット
TCTステップドリルビット HSSドリルビット/モルティスビット
HSSドリルビット/モルティスビット ルータービット
ルータービット ストレートビット
ストレートビット より長いストレートビット
より長いストレートビット TCTストレートビット
TCTストレートビット M16ストレートビット
M16ストレートビット TCT X ストレートビット
TCT X ストレートビット 45度面取りビット
45度面取りビット 彫刻ビット
彫刻ビット コーナーラウンドビット
コーナーラウンドビット PCDルータービット
PCDルータービット エッジバンディングツール
エッジバンディングツール TCTファイントリミングカッター
TCTファイントリミングカッター TCTプレミリングカッター
TCTプレミリングカッター エッジバンダーソー
エッジバンダーソー PCDファイントリミングカッター
PCDファイントリミングカッター PCDプレミリングカッター
PCDプレミリングカッター PCDエッジバンダーソー
PCDエッジバンダーソー その他のツールとアクセサリ
その他のツールとアクセサリ ドリルアダプター
ドリルアダプター ドリルチャック
ドリルチャック ダイヤモンドサンドホイール
ダイヤモンドサンドホイール プレーナーナイフ
プレーナーナイフ







この記事では、様々な種類の木材を簡単かつ正確に切断するのに役立つ丸鋸刃の重要な歯の種類をいくつかご紹介します。縦引き、横引き、あるいは複合切断など、どんな用途にも最適な刃をご用意しています。また、プロジェクトに最適な刃の選び方や、最適な性能を維持するためのメンテナンス方法についても、役立つヒントをご紹介します。

目次
丸鋸刃
丸鋸刃はプラスチックや木材を切断するための進歩的な道具です。
これらは、多結晶ダイヤモンドまたは炭化タングステンで作られた鋸板で構成されています。
外側にろう付けされた歯。ワークピースを分割するために使用されます。
目標は、切断幅を可能な限り狭くし、切断ロスと切断圧力を最小限に抑えることです。一方、直線切断はスコアの影響を受けません。スコアは一定レベルの刃の安定性を要求するため、必然的に妥協が必要になります。
< =”font-family: 'times new roman', times; font-size: medium;”>鋸刃と切断幅の間の距離。ワークピースの形状と材質、鋸歯の形状と形状。切削力を最小限に抑えるために、通常は正の切断角が用いられます。例えば薄壁のワークピースの場合、
一般的な歯の形状と用途
鋸が中空材に引っかからないようにするには、負の切断角度が必要です。刃の数は切断品質基準によって決まります。一般的なルールとして、刃の数が多いほど切断品質は向上し、刃の数が少ないほど鋸の切断は滑らかになります。
代表的な歯の形態と用途の分類:
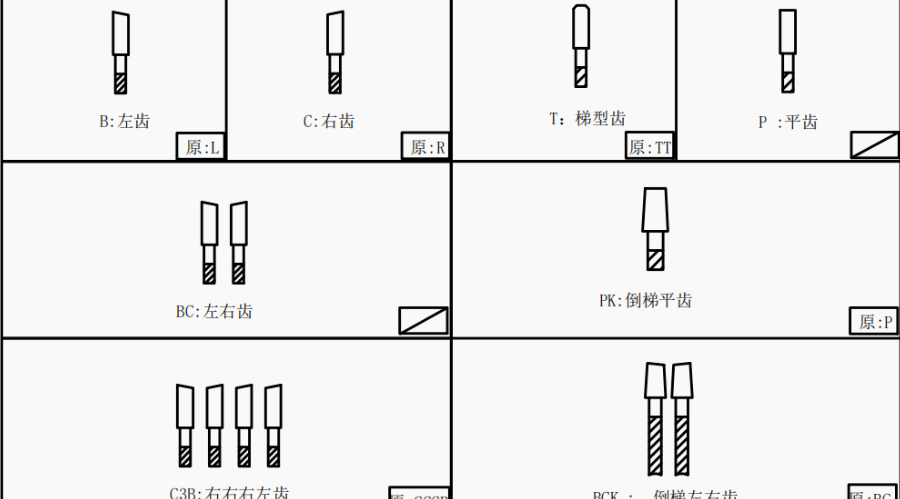
| 歯の形 | 応用 |
| フラットFZ | 木目に沿っても横方向にも無垢材。 |
| 交互の正WZ | 木目に沿った、または木目と交差する無垢材、接着された木材製品、塗装されていない、プラスチックでコーティングされた、またはベニヤ張りされた、合板、多重、複合材料、積層材料 |
| 代替、負のWZ | 木目が垂直の無垢材、中空のプラスチック プロファイル、非鉄金属の押し出しプロファイルおよびチューブ。 |
| 正方形/台形、正のFZ/TR | 木材製品、未塗装、プラスチック塗装またはベニヤ張り、非鉄金属押し出し成形品およびチューブ、非鉄金属、AI-PU サンドイッチ パネル、中空プラスチック成形品、ポリマー プラスチック (Corian、Varicor など) |
| 正方形/台形、負の FZ/TR | 非鉄金属押し出しプロファイルおよびパイプ、中空プラスチックプロファイル、AI-PU サンドイッチ パネル。 |
| フラット、ベベルES | 建設業の機械のこぎり。 |
| 逆V字型/ホローグラウンドHZ/DZ | 木製品、プラスチックコーティングおよびベニヤ張り、コーティングされたプロファイルストリップ(幅木)。 |
これらは丸鋸刃に関する 7 つの基本的な歯のタイプです。
木材が原材料として切削工具に及ぼす影響
しかし、実際の使用においては、切削材料が異なり、同時に切削方向も異なるため、切削効果と工具寿命にも影響が出ます。

一般的に、軟材と針葉樹、硬材と広葉樹は同等ですが、硬材のイチイや、軟材のハンノキ、カバノキ、菩提樹、ポプラ、ヤナギなど、例外もあります。
密度、強度、弾性、硬度は、加工や工具の選定において重要な要素です。そのため、広葉樹と針葉樹を分類することは、これらの特性を包括的に把握する上で重要です。
木材加工や木工技術を行う際には、木材は構造と品質がそれぞれ異なる素材であることに留意することが重要です。これは特に針葉樹の年輪に顕著に表れています。早材と晩材では硬度が大きく異なります。木工作業においてはこれらの要素を考慮し、切削材、切削材の形状、加工パラメータを適宜調整する必要があります。異なる種類の木材を扱う際には、妥協が必要となることがよくあります。加工する素材の特性やパラメータ、さらには素材の種類数に応じて、適切な調整を行うことが重要です。
ほとんどの切断技術において、嵩密度が決定的な要素となります。嵩密度とは、質量と体積(すべての粒子を含む)の比です。木材の種類によって異なりますが、嵩密度は通常100 kg/m³から1200 kg/m³の範囲です。

刃先の摩耗に影響を与える他の要因としては、タンニンやケイ酸塩含有物などの木材の組成があります。
木材に含まれる一般的な化学成分をいくつか紹介します。
オークなどに含まれる天然タンニンは、工具の刃先の化学的摩耗を引き起こします。
これは木材の水分含有量が高い場合に特に当てはまります。
熱帯樹木(ヤナギ、チーク、マホガニーなど)に含まれるケイ酸塩含有物は、栄養分とともに地中から吸収され、導管内で結晶化します。
刃先の摩耗が増大します。
早材と晩材の密度の差は通常顕著である
多くの場合、強いひび割れが発生し、加工中に割れやすい傾向があります(例:ヨーロッパアカマツ)。同時に、木材の色も異なる場合があります。
世界的な木材需要の増加は、植林地への樹木の栽培が増加していることによる。これらのいわゆる植林地は、通常、成長が早い。
ラジアータマツ、ユーカリ、ポプラなどの樹種。自然林に生育する植物と比較すると、これらの植物は年輪が粗く、密度が高く、
強度が低い。幹の裂けや繊維の分離が生じやすいため、植林木の伐採は時に大きな課題となることがあります。
特殊な処理技術と特殊なツールソリューションが必要です。
適切な鋸刃の選び方
そして上記の基礎、木材の違い、歯の形の違いを理解した上で、
次のステップは、適切な鋸刃の選び方です。この記事では、いくつかの方法でその方法を紹介します。
I.丸鋸刃の選定基準
鋸材料特性分類によると
1、S固体W木:Cロスカット、L縦方向の切断。
クロスカットは木材の繊維を切断する必要があり、切断面は平らで、ナイフの跡が残っておらず、バリがないため、鋸刃は外径に使用されます。10インチまたは12インチ歯の数は60歯から120歯材料が薄いほど、使用する刃の数も増え、それに応じて機械の送り速度も遅くする必要があります。縦鋸は刃数が少ないため、送り速度が速くなりますが、切削片の除去に対する要求は非常に高く、鋸刃の要件も高くなります。外径10インチまたは12インチ歯の数24歯と40歯.
2、製造ボード: 密度ボード、パーティクルボード、合板。
切断は、切削力とチップの除去の問題を十分に考慮する必要があり、外径の鋸刃の使用は10インチまたは12インチ歯の数は60歯から96歯まで。
上記の2つのルールの後、BC歯もし無垢材, プレーンボードベニヤ板がなく、切断面の研磨基準もそれほど高くありません。パーティクルボードベニヤ板付き合板, 密度ボードなど、鋸刃を使用してくださいTP歯歯の数が少ないほど切削抵抗は低くなります。歯の数が多いほど切削抵抗は大きくなりますが、切削面は滑らかになります。
- 結論
丸鋸刃には様々な種類があり、用途も異なります。実際に使用する際には、切断する材料、用途、機械との組み合わせに応じて、適切な刃の形状とサイズを選択してください。
当社は常に適切な切削工具をご提供する準備を整えております。
丸鋸刃のサプライヤーとして、当社はプレミアム商品、製品アドバイス、プロフェッショナルなサービス、そしてお手頃な価格と優れたアフターサポートを提供します。
https://www.koocut.com/ にて。
限界を突破し、勇敢に前進!それが私たちのスローガンです。
そして、中国における主要な国際切削技術ソリューションとサービスプロバイダーになることを決意し、将来的には国内の切削工具製造の高度な知能化の推進に大きく貢献します。
投稿日時: 2023年8月23日





