
 TCT-sagblad
TCT-sagblad HERO Dimensjonerende sagblad
HERO Dimensjonerende sagblad HERO paneldimensjoneringssag
HERO paneldimensjoneringssag HERO Risssagblad
HERO Risssagblad HERO sagblad for massivt tre
HERO sagblad for massivt tre HERO Aluminiumsag
HERO Aluminiumsag Rillesag
Rillesag Stålprofilsag
Stålprofilsag Kantbåndsag
Kantbåndsag Akrylsag
Akrylsag PCD-sagblad
PCD-sagblad PCD-størrelsessagblad
PCD-størrelsessagblad PCD-panelstørrelsessag
PCD-panelstørrelsessag PCD-rissesagblad
PCD-rissesagblad PCD-rillesag
PCD-rillesag PCD-aluminiumsag
PCD-aluminiumsag PCD-fiberplatesag
PCD-fiberplatesag Kaldsag for metall
Kaldsag for metall Kaldsagblad for jernholdig metall
Kaldsagblad for jernholdig metall Tørrsagblad for jernholdig metall
Tørrsagblad for jernholdig metall Kaldsagmaskin
Kaldsagmaskin Borekroner
Borekroner Dybelbor
Dybelbor Gjennom borekroner
Gjennom borekroner Hengselbor
Hengselbor TCT-trinnbor
TCT-trinnbor HSS-bor/mortise-bor
HSS-bor/mortise-bor Fresbiter
Fresbiter Rette biter
Rette biter Lengre rette biter
Lengre rette biter TCT rette bits
TCT rette bits M16 rette bits
M16 rette bits TCT X rette bits
TCT X rette bits 45 graders avfasingsbit
45 graders avfasingsbit Utskjæringsbit
Utskjæringsbit Hjørne rundbit
Hjørne rundbit PCD-fresbiter
PCD-fresbiter Kantlistingsverktøy
Kantlistingsverktøy TCT finskjærekutter
TCT finskjærekutter TCT-forfres
TCT-forfres Kantbåndsag
Kantbåndsag PCD finskjæringskutter
PCD finskjæringskutter PCD-forfresingskutter
PCD-forfresingskutter PCD kantbåndsag
PCD kantbåndsag Andre verktøy og tilbehør
Andre verktøy og tilbehør Boreadaptere
Boreadaptere Borechucker
Borechucker Diamantslipehjul
Diamantslipehjul Høvelkniver
Høvelkniver







I denne artikkelen skal vi gjennomgå noen av de viktigste tanntypene i sirkelsagblad som kan hjelpe deg med å skjære gjennom ulike tresorter med letthet og presisjon. Enten du trenger et blad for kløyving, tverrsaging eller kombinasjonskutt, har vi et blad for deg. Vi vil også gi deg noen nyttige tips om hvordan du velger riktig blad for prosjektet ditt og hvordan du vedlikeholder det for optimal ytelse.

Innholdsfortegnelse
- Sirkelsagblad
- Typiske tannformer og bruksområder
- Innflytelse av tre som råmateriale og basismateriale på skjæreverktøy
- Hvordan velge riktig sagblad
Sirkelsagblad
Sirkelsagblad er progressive verktøy for saging av plast og tre.
De består av en sagplate laget av polykrystallinsk diamant eller wolframkarbid.
tenner loddet på utsiden av den. De brukes til å dele opp arbeidsstykker.
Målet er å gjøre skjærebredden så liten som mulig, samtidig som skjæretap og skjæretrykk minimeres. Omvendt påvirkes ikke rette snitt av riper. Risene krever et spesifikt nivå av bladstabilitet, noe som uunngåelig krever en innrømmelse.
< =”font-family: 'times new roman', times; font-size: medium;”>mellom sagbladet og skjærebredden.Geometrien og materialet til arbeidsstykket, sagtennene når det gjelder geometri og form. Positive skjærevinkler brukes vanligvis for å minimere skjærekreftene. For arbeidsstykker med tynne vegger, f.eks.
Typiske tannformer og bruksområder
For å hindre at sagen setter seg fast i hule profiler, kreves det negative skjærevinkler. Antall tenner bestemmes av standardene for skjærekvalitet. Den generelle regelen er at jo flere tenner det er, desto bedre skjærekvalitet, og jo færre tenner det er, desto jevnere blir sagsnittet.
Klassifisering av typiske tannformer og bruksområder:
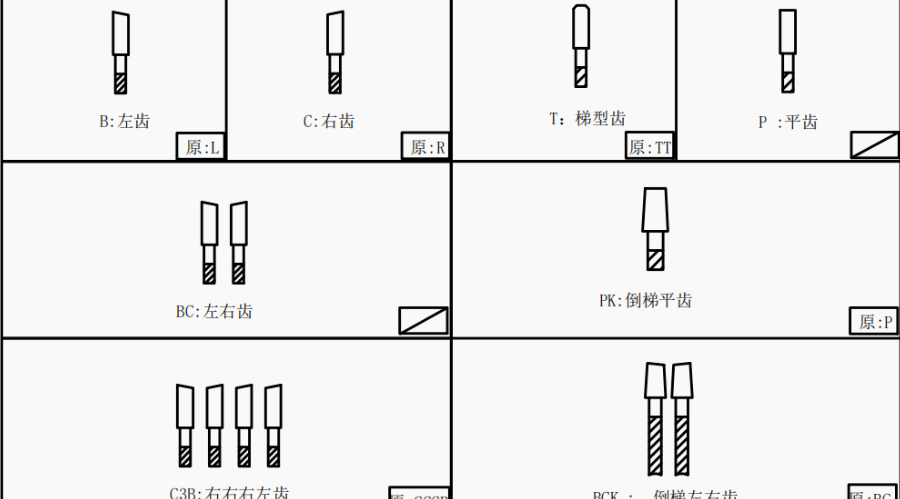
| Tannform | Søknad |
| Flat FZ | Massivt tre, på langs og på tvers av året. |
| Alternativ, positiv WZ | Massivt tre langs og på tvers av treets årer samt limt, treprodukter, ubelagt, plastbelagt eller finert, kryssfiner, multiplex, komposittmaterialer, laminert materiale |
| Alternativ, negativ WZ | Massivt tre på tvers av trær, hule plastprofiler, ekstruderte profiler og rør av ikke-jernholdige metaller. |
| Firkantet/trapesformet, positiv FZ/TR | Treprodukter, ubelagte, plastbelagte eller finerte, ekstruderte profiler og rør av ikke-jernholdige metaller, ikke-jernholdige metaller, AI-PU sandwichpaneler, hule plastprofiler, polymerplast (Corian, Varicor osv.) |
| Kvadratisk/trapesformet, negativ FZ/TR | Ekstruderte profiler og rør av ikke-jernholdige metaller, hule plastprofiler, AI-PU sandwichpaneler. |
| Flat, avfasetES | Maskinsager for byggebransjen. |
| Invertert V/hul bakke HZ/DZ | Treprodukter, plastbelagte og finerte, belagte profillister (gulvlister). |
Dette er de syv viktigste tanntypene på sirkelsagblad.
Innflytelse av tre som råmateriale og basismateriale på skjæreverktøy
Men i den faktiske applikasjonen, fordi skjærematerialet er forskjellig, og samtidig er skjæreretningen forskjellig, vil også skjæreeffekten og verktøyets levetid bli påvirket.

Selv om bartre og bartre, løvtre og lauvtre generelt er sammenlignbare, finnes det noen avvikere, som barlind, som er et løvtre, og or, bjørk, lind, poppel og pil, som er bartre.
Tetthet, styrke, elastisitet og hardhet er viktige variabler i bearbeiding og valg av verktøy. Som et resultat er det viktig å kategorisere hardtre og myktre, siden det gir en omfattende referanse til disse egenskapene.
Når man utfører trebearbeiding og snekkerteknikker, er det viktig å merke seg at tre er et materiale med varierende struktur og kvalitet. Dette illustreres spesielt av årringene til bartre. Hardheten varierer betydelig mellom tidlig og sent treslag. Disse faktorene må tas i betraktning under trebearbeiding, og skjærematerialet, skjærematerialets geometri og bearbeidingsparametere må justeres deretter. Når man arbeider med forskjellige tresorter, er det ofte nødvendig med kompromisser. Avhengig av egenskapene og parametrene til materialet du bearbeider, og til og med hvor mange materialtyper det er, må du gjøre passende justeringer.
Og for de fleste skjæreteknologiske egenskaper er bulktetthet den avgjørende faktoren. Bulktetthet er forholdet mellom masse og volum (inkludert alle partikler). Avhengig av tresorten varierer bulktettheten vanligvis fra 100 kg/m3 til 1200 kg/m3.

Andre faktorer som påvirker slitasje på skjærekanten er treverkets sammensetning, som tanniner eller silikatinneslutninger.
Her er noen vanlige kjemiske komponenter som finnes i tre.
Naturlige tanniner, som de som finnes i eik, forårsaker kjemisk slitasje på skjærekanten til et verktøy.
Dette gjelder spesielt hvis fuktighetsinnholdet i treverket er høyt.
Silikatinneslutninger, slik som de som finnes i tropiske tresorter som pil, teak eller mahogni, absorberes fra bakken sammen med næringsstoffer. Deretter krystalliserer de seg i kar.
De øker slipemiddelet på skjærekanten.
Forskjellen i tetthet mellom tidligved og senved er vanligvis betydelig.
Ofte et tegn på sterk foroppsprekking og tendens til å sprekke under bearbeiding (f.eks. europeisk rød furu). Samtidig kan fargen på treverket være forskjellig.
Den økende globale etterspørselen etter trevirke skyldes at stadig flere trær dyrkes til plantasjeskoger. Disse såkalte plantasjeskogene er vanligvis hurtigvoksende.
arter som radiatafuru, eukalyptus og poppel. Sammenlignet med planter som vokser i naturlige skoger, har disse plantene grovere årringer og er tettere og
styrke er lavere. På grunn av større mottakelighet for stammesplitting og fiberseparasjon, kan hogst av plantasjetømmer noen ganger være en reell utfordring.
Det krever spesielle prosesseringsteknikker og spesielle verktøyløsninger.
Hvordan velge riktig sagblad
Så etter at du har forstått det grunnleggende om det ovennevnte, forskjellen i treverk, forskjellen i tannform.
Neste trinn er hvordan du velger riktig sagblad. I denne artikkelen viser vi deg hvordan du gjør det på flere måter.
I. Utvalgsgrunnlag for sirkelsagblad
I henhold til klassifiseringen av sagmaterialets egenskaper
1、SgammelWgod:Ckorsskjæring,Llangsgående skjæring.
Tverrsaging må kutte av trefiberen. Skjæreflaten må være flat, uten knivmerker og uten grader, slik at sagbladet som brukes har den ytre diameteren på10 tommer eller 12 tommerog antallet tenner skal være i60 tenner til 120 tennerJo tynnere materialet er, desto flere tenner brukes det tilsvarende. Matehastigheten bør være tilsvarende lav. En langsgående sag med relativt færre tenner, matehastigheten vil være raskere, så kravene til sponfjerning er svært høye, så kravene til sagbladetYD 10 tommer eller 12 tommeri antall tenner mellom24 og 40 tenner.
2、Produserte plater: Tetthetsplater, sponplater, kryssfiner.
Ved skjæring må skjærekraften og problemet med fjerning av spon tas fullt hensyn til, bruk av sagblad med en utvendig diameter på10 tommer eller 12 tommerav tennene skal være mellom60 tenner til 96 tenner.
Etter de to reglene ovenfor kan du brukeBC-tennerhvis det er enheltre, vanlig brettuten finér, og standardene for polering av kuttet overflate er ikke spesielt høye.sponplatemed finér,kryssfiner, tetthetsplate, og så videre, bruk et sagblad medTP-tennerJo færre tenner, desto lavere skjæremotstand; jo flere tenner, desto større skjæremotstand, men desto glattere blir skjæreflaten.
- Konklusjon
Det finnes mange typer sirkelsagblad med forskjellige bruksområder. I faktisk bruk bør det kombineres med hvilket materiale som skal kuttes, hvilken bruk og kombinert med maskinen. Velg riktig tannform og passende størrelse på tilsvarende type sagblad.
Vi er alltid klare til å gi deg de riktige skjæreverktøyene.
Som leverandør av sirkelsagblad tilbyr vi førsteklasses varer, produktrådgivning, profesjonell service, samt en god pris og eksepsjonell kundeservice etter salg!
På https://www.koocut.com/.
Bryt grensene og gå tappert fremover! Det er slagordet vårt.
Og vi vil være fast bestemt på å bli en ledende internasjonal leverandør av skjæreteknologiløsninger og -tjenester i Kina, og i fremtiden vil vi bidra sterkt til å fremme innenlandsk produksjon av skjæreverktøy til avansert intelligens.
Publisert: 23. august 2023





