
 Brzeszczot TCT
Brzeszczot TCT Brzeszczot do piły formatowej HERO
Brzeszczot do piły formatowej HERO Piła panelowa HERO
Piła panelowa HERO Brzeszczot do piły HERO
Brzeszczot do piły HERO Brzeszczot do piły HERO do drewna litego
Brzeszczot do piły HERO do drewna litego Piła aluminiowa HERO
Piła aluminiowa HERO Piła do rowkowania
Piła do rowkowania Piła profilowa stalowa
Piła profilowa stalowa Piła do okleinowania krawędzi
Piła do okleinowania krawędzi Piła akrylowa
Piła akrylowa Brzeszczot PCD
Brzeszczot PCD Brzeszczot do piły tarczowej PCD
Brzeszczot do piły tarczowej PCD Piła do formatowania paneli PCD
Piła do formatowania paneli PCD Brzeszczot do piły PCD
Brzeszczot do piły PCD Piła do rowkowania PCD
Piła do rowkowania PCD Piła aluminiowa PCD
Piła aluminiowa PCD Piła do płyt pilśniowych PCD
Piła do płyt pilśniowych PCD Piła tarczowa do metalu
Piła tarczowa do metalu Brzeszczot do cięcia na zimno metali żelaznych
Brzeszczot do cięcia na zimno metali żelaznych Brzeszczot do cięcia na sucho metali żelaznych
Brzeszczot do cięcia na sucho metali żelaznych Maszyna do cięcia na zimno
Maszyna do cięcia na zimno Wiertła
Wiertła Wiertła do kołków
Wiertła do kołków Wiertła przelotowe
Wiertła przelotowe Wiertła do zawiasów
Wiertła do zawiasów Wiertła stopniowe TCT
Wiertła stopniowe TCT Wiertła HSS/wiertła do otworów
Wiertła HSS/wiertła do otworów Frezy
Frezy Proste bity
Proste bity Dłuższe proste bity
Dłuższe proste bity Wiertła proste TCT
Wiertła proste TCT Wiertła proste M16
Wiertła proste M16 Wiertła proste TCT X
Wiertła proste TCT X Frez do fazowania 45 stopni
Frez do fazowania 45 stopni Bit rzeźbiarski
Bit rzeźbiarski Frez do zaokrąglania narożników
Frez do zaokrąglania narożników Frezy PCD
Frezy PCD Narzędzia do okleinowania krawędzi
Narzędzia do okleinowania krawędzi Frez do precyzyjnego przycinania TCT
Frez do precyzyjnego przycinania TCT Frez wstępny TCT
Frez wstępny TCT Piła do okleinowania krawędzi
Piła do okleinowania krawędzi Frez do precyzyjnego przycinania PCD
Frez do precyzyjnego przycinania PCD Frez wstępny PCD
Frez wstępny PCD Piła okleinująca PCD
Piła okleinująca PCD Inne narzędzia i akcesoria
Inne narzędzia i akcesoria Adaptery wiertnicze
Adaptery wiertnicze Uchwyty wiertarskie
Uchwyty wiertarskie Diamentowe koło piaskowe
Diamentowe koło piaskowe Noże strugarskie
Noże strugarskie







W tym artykule omówimy kilka podstawowych rodzajów zębów pił tarczowych, które pomogą Ci łatwo i precyzyjnie ciąć różne gatunki drewna. Niezależnie od tego, czy potrzebujesz tarczy do cięcia wzdłużnego, poprzecznego, czy kombinowanego, mamy dla Ciebie odpowiednią tarczę. Przedstawimy Ci również kilka przydatnych wskazówek, jak wybrać odpowiednią tarczę do Twojego projektu i jak ją konserwować, aby zapewnić jej optymalną wydajność.

Spis treści
- Piły tarczowe
- Typowe kształty zębów i zastosowania
- Wpływ drewna jako surowca i materiału podstawowego na narzędzia skrawające
- Jak wybrać odpowiednią tarczę tnącą
Brzeszczoty do pił tarczowych
Piły tarczowe są narzędziami specjalistycznymi do cięcia tworzyw sztucznych i drewna.
Składają się z płytki piły wykonanej z polikrystalicznego diamentu lub węglika wolframu.
Zęby lutowane na zewnątrz. Służą do dzielenia obrabianych elementów.
Celem jest uzyskanie jak najmniejszej szerokości cięcia przy jednoczesnej minimalizacji strat i nacisku podczas cięcia. Z drugiej strony, proste cięcia nie są zakłócane przez nacięcia. Wymagają one określonego poziomu stabilności ostrza, co nieuchronnie wiąże się z pewnymi ustępstwami.
< =”font-family: 'times new roman', times; font-size: medium;”>między ostrzem piły a szerokością cięcia.Geometria i materiał przedmiotu obrabianego, zęby piły pod względem geometrii i kształtu. Dodatnie kąty skrawania są zazwyczaj stosowane w celu zminimalizowania sił skrawania. W przypadku przedmiotów obrabianych o cienkich ściankach, np.
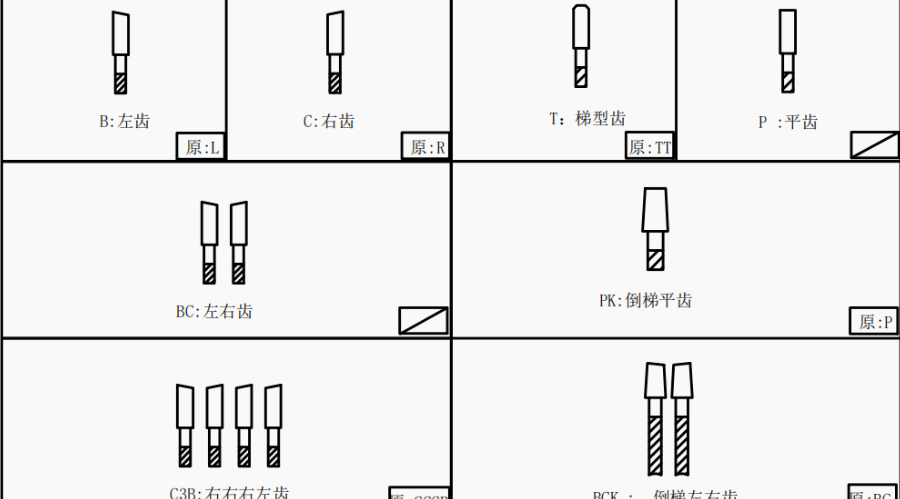
Typowe kształty zębów i zastosowania
Aby zapobiec zahaczaniu piły o profile puste, wymagane są ujemne kąty cięcia. Liczba zębów jest określana przez standardy jakości cięcia. Ogólna zasada jest taka, że im więcej zębów, tym lepsza jakość cięcia, a im mniej zębów, tym płynniejsze cięcie piłą.
Klasyfikacja typowych kształtów zębów i zastosowań:
| Kształt zęba | Aplikacja |
| Płaski FZ | Lite drewno, wzdłuż i w poprzek słojów. |
| Alternatywna, dodatnia WZ | Drewno lite wzdłuż i w poprzek włókien, jak również klejone, produkty drewniane, niepowlekane, powlekane tworzywem sztucznym lub fornirowane, sklejka, multipleks, materiały kompozytowe, materiały laminowane |
| Alternatywny, ujemny WZ | Lite drewno o przekroju poprzecznym, profile z tworzywa sztucznego, profile wytłaczane i rury z metali nieżelaznych. |
| Kwadrat/trapez, dodatni FZ/TR | Wyroby drewniane, niepowlekane, powlekane tworzywem sztucznym lub fornirowane, profile i rury wytłaczane z metali nieżelaznych, metale nieżelazne, płyty warstwowe AI-PU, profile z tworzyw sztucznych, tworzywa polimerowe (Corian, Varicor itp.) |
| Kwadrat/trapez, ujemny FZ/TR | Profile i rury wytłaczane z metali nieżelaznych, profile z tworzyw sztucznych, płyty warstwowe AI-PU. |
| Płaskie, ścięteES | Piły maszynowe dla przemysłu budowlanego. |
| Odwrócone V/puste uziemienieHZ/DZ | Wyroby drewniane, powlekane tworzywem sztucznym i fornirowane, powlekane listwy profilowe (listwy przypodłogowe). |
Oto siedem podstawowych rodzajów zębów w ostrzach pił tarczowych.
Wpływ drewna jako surowca i materiału podstawowego na narzędzia skrawające
Jednak w rzeczywistym zastosowaniu, ze względu na inny materiał skrawający i jednocześnie inny kierunek skrawania, skuteczność skrawania i trwałość narzędzia również ulegną pogorszeniu.

Chociaż drewno iglaste i iglaste, drewno liściaste i drewno iglaste są na ogół porównywalne, zdarzają się pewne wyjątki, np. cis, który jest drewnem liściastym, a także olcha, brzoza, lipa, topola i wierzba, które są drewnem iglastym.
Gęstość, wytrzymałość, elastyczność i twardość to kluczowe zmienne w procesie obróbki i doborze narzędzi. W związku z tym podział na gatunki drewna liściastego i iglastego jest istotny, ponieważ zapewnia kompleksowy obraz tych cech.
Podczas obróbki drewna i stosowania technik stolarskich należy pamiętać, że drewno jest materiałem o zróżnicowanej strukturze i jakości. Szczególnie dobrze ilustruje to przyrosty słojów drewna iglastego. Twardość drewna wczesnego i późnego jest bardzo zróżnicowana. Czynniki te należy uwzględnić podczas obróbki drewna, a materiał, jego geometria i parametry obróbki muszą być odpowiednio dostosowane. Praca z różnymi gatunkami drewna często wiąże się z koniecznością pójścia na kompromis. W zależności od właściwości i parametrów obrabianego materiału, a nawet od liczby gatunków, należy dokonać odpowiednich korekt.
W przypadku większości technologii cięcia decydującym czynnikiem jest gęstość nasypowa. Gęstość nasypowa to stosunek masy do objętości (obejmującej wszystkie cząstki). W zależności od rodzaju drewna, gęstość nasypowa zazwyczaj waha się od 100 kg/m³ do 1200 kg/m³.

Na zużycie krawędzi tnącej wpływają również inne czynniki, takie jak skład drewna, np. garbniki lub wtrącenia krzemianowe.
Oto niektóre powszechnie występujące w drewnie związki chemiczne.
Naturalne garbniki, takie jak te występujące w dębie, powodują chemiczne zużycie krawędzi tnącej narzędzia.
Dotyczy to w szczególności przypadków, gdy zawartość wilgoci w drewnie jest wysoka.
Inkluzje krzemianowe, takie jak te obecne w drewnie tropikalnym, takim jak wierzba, teak czy mahoń, są wchłaniane z podłoża wraz ze składnikami odżywczymi. Następnie krystalizują w naczyniach.
Zwiększają zużycie ścierne krawędzi skrawającej.
Różnica w gęstości między wczesnym a późnym drewnem jest zazwyczaj znacząca
Często jest to oznaka silnego pękania wstępnego i tendencji do rozszczepiania się podczas obróbki (np. sosna europejska). Jednocześnie kolor drewna może się różnić.
Rosnący globalny popyt na drewno wynika z faktu, że coraz więcej drzew jest uprawianych w lasach plantacyjnych. Te tak zwane lasy plantacyjne zazwyczaj rosną szybko.
Gatunki takie jak sosna promienista, eukaliptus i topola. W porównaniu z roślinami rosnącymi w lasach naturalnych, rośliny te mają bardziej szorstkie słoje roczne i są gęstsze i
Wytrzymałość jest niższa. Ze względu na większą podatność na rozłupywanie pnia i rozdzielanie włókien, pozyskiwanie drewna z plantacji może czasami stanowić prawdziwe wyzwanie.
Wymaga to specjalnych technik przetwarzania i specjalnych rozwiązań narzędziowych.
Jak wybrać odpowiednią tarczę tnącą
Następnie, gdy zrozumiesz podstawy podane powyżej, różnice w drewnie, różnice w kształcie zębów.
Następnym krokiem jest wybór odpowiedniego ostrza piły. W tym artykule pokażemy Ci, jak to zrobić na kilka sposobów
I.Podstawa doboru pił tarczowych
Zgodnie z klasyfikacją właściwości materiału piłowanego
1,SstałyWwoda:CRoss-cutting,Lcięcie podłużne.
Cięcie poprzeczne wymaga przecięcia włókien drewna, powierzchnia cięcia musi być płaska, nie może mieć śladów po nożu i nie może mieć zadziorów, dlatego piła tarczowa używana w średnicy zewnętrznej10 cali lub 12 calia liczba zębów powinna być w60 do 120 zębówIm cieńszy materiał, tym większa liczba zębów, tym więcej maszyn. Prędkość posuwu powinna być odpowiednio niska. Piła wzdłużna z relatywnie mniejszą liczbą zębów, będzie miała większą prędkość posuwu, co oznacza, że wymagania dotyczące usuwania wiórów są bardzo wysokie, a co za tym idzie, wymagania dotyczące brzeszczotu.OD 10 cali lub 12 caliw liczbie zębów między24 i 40 zębów.
2,Płyty produkowane: płyty wiórowe, płyty wiórowe, sklejka.
Cięcie musi w pełni uwzględniać siłę cięcia i problem usuwania wiórów, należy używać brzeszczotów o średnicy zewnętrznej10 cali lub 12 calizębów powinna być pomiędzyOd 60 do 96 zębów.
Po zastosowaniu dwóch powyższych zasad możesz użyćZęby BCjeśli jestlite drewno, zwykła deskabez forniru i polerowania powierzchni cięcia standardy nie są szczególnie wysokie. Podczas cięciapłyta wiórowaz fornirem,sklejka, płyta gęstościowai tak dalej, użyj ostrza piły zZęby TPIm mniej zębów, tym mniejszy opór cięcia; im więcej zębów, tym większy opór cięcia, ale gładsza powierzchnia cięcia.
- Wniosek
Istnieje wiele rodzajów brzeszczotów do pił tarczowych o różnym zastosowaniu. W praktyce należy je dobrać do rodzaju ciętego materiału, przeznaczenia i maszyny. Należy wybrać odpowiedni kształt zęba i rozmiar brzeszczotu.
Zawsze jesteśmy gotowi dostarczyć Ci odpowiednie narzędzia skrawające.
Jako dostawca brzeszczotów do pił tarczowych oferujemy produkty klasy premium, doradztwo w zakresie produktów, profesjonalną obsługę, a także dobre ceny i wyjątkowe wsparcie posprzedażowe!
W https://www.koocut.com/.
Przekrocz granice i idź odważnie naprzód! To nasze hasło.
I będziemy zdeterminowani, aby stać się wiodącym międzynarodowym dostawcą rozwiązań i usług w zakresie technologii cięcia w Chinach; w przyszłości wniesiemy nasz znaczący wkład w promocję krajowej produkcji narzędzi skrawających przy użyciu zaawansowanej inteligencji.
Czas publikacji: 23-08-2023





