
 TCT సా బ్లేడ్
TCT సా బ్లేడ్ హీరో సైజింగ్ సా బ్లేడ్
హీరో సైజింగ్ సా బ్లేడ్ హీరో ప్యానెల్ సైజింగ్ సా
హీరో ప్యానెల్ సైజింగ్ సా హీరో స్కోరింగ్ సా బ్లేడ్
హీరో స్కోరింగ్ సా బ్లేడ్ హీరో సాలిడ్ వుడ్ సా బ్లేడ్
హీరో సాలిడ్ వుడ్ సా బ్లేడ్ హీరో అల్యూమినియం సా
హీరో అల్యూమినియం సా గ్రూవింగ్ సా
గ్రూవింగ్ సా స్టీల్ ప్రొఫైల్ సా
స్టీల్ ప్రొఫైల్ సా ఎడ్జ్ బ్యాండర్ సా
ఎడ్జ్ బ్యాండర్ సా యాక్రిలిక్ సా
యాక్రిలిక్ సా PCD సా బ్లేడ్
PCD సా బ్లేడ్ PCD సైజింగ్ సా బ్లేడ్
PCD సైజింగ్ సా బ్లేడ్ PCD ప్యానెల్ సైజింగ్ సా
PCD ప్యానెల్ సైజింగ్ సా PCD స్కోరింగ్ సా బ్లేడ్
PCD స్కోరింగ్ సా బ్లేడ్ PCD గ్రూవింగ్ సా
PCD గ్రూవింగ్ సా PCD అల్యూమినియం సా
PCD అల్యూమినియం సా PCD ఫైబర్బోర్డ్ సా
PCD ఫైబర్బోర్డ్ సా మెటల్ కోసం కోల్డ్ సా
మెటల్ కోసం కోల్డ్ సా ఫెర్రస్ మెటల్ కోసం కోల్డ్ సా బ్లేడ్
ఫెర్రస్ మెటల్ కోసం కోల్డ్ సా బ్లేడ్ ఫెర్రస్ మెటల్ కోసం డ్రై కట్ సా బ్లేడ్
ఫెర్రస్ మెటల్ కోసం డ్రై కట్ సా బ్లేడ్ కోల్డ్ సా మెషిన్
కోల్డ్ సా మెషిన్ డ్రిల్ బిట్స్
డ్రిల్ బిట్స్ డోవెల్ డ్రిల్ బిట్స్
డోవెల్ డ్రిల్ బిట్స్ డ్రిల్ బిట్స్ ద్వారా
డ్రిల్ బిట్స్ ద్వారా కీలు డ్రిల్ బిట్స్
కీలు డ్రిల్ బిట్స్ TCT స్టెప్ డ్రిల్ బిట్స్
TCT స్టెప్ డ్రిల్ బిట్స్ HSS డ్రిల్ బిట్స్/మోర్టైజ్ బిట్స్
HSS డ్రిల్ బిట్స్/మోర్టైజ్ బిట్స్ రూటర్ బిట్స్
రూటర్ బిట్స్ స్ట్రెయిట్ బిట్స్
స్ట్రెయిట్ బిట్స్ పొడవైన స్ట్రెయిట్ బిట్స్
పొడవైన స్ట్రెయిట్ బిట్స్ TCT స్ట్రెయిట్ బిట్స్
TCT స్ట్రెయిట్ బిట్స్ M16 స్ట్రెయిట్ బిట్స్
M16 స్ట్రెయిట్ బిట్స్ TCT X స్ట్రెయిట్ బిట్స్
TCT X స్ట్రెయిట్ బిట్స్ 45 డిగ్రీల చాంఫర్ బిట్
45 డిగ్రీల చాంఫర్ బిట్ కార్వింగ్ బిట్
కార్వింగ్ బిట్ కార్నర్ రౌండ్ బిట్
కార్నర్ రౌండ్ బిట్ PCD రూటర్ బిట్స్
PCD రూటర్ బిట్స్ అంచు బ్యాండింగ్ సాధనాలు
అంచు బ్యాండింగ్ సాధనాలు TCT ఫైన్ ట్రిమ్మింగ్ కట్టర్
TCT ఫైన్ ట్రిమ్మింగ్ కట్టర్ TCT ప్రీ మిల్లింగ్ కట్టర్
TCT ప్రీ మిల్లింగ్ కట్టర్ ఎడ్జ్ బ్యాండర్ సా
ఎడ్జ్ బ్యాండర్ సా PCD ఫైన్ ట్రిమ్మింగ్ కట్టర్
PCD ఫైన్ ట్రిమ్మింగ్ కట్టర్ PCD ప్రీ మిల్లింగ్ కట్టర్
PCD ప్రీ మిల్లింగ్ కట్టర్ PCD ఎడ్జ్ బ్యాండర్ సా
PCD ఎడ్జ్ బ్యాండర్ సా ఇతర ఉపకరణాలు & ఉపకరణాలు
ఇతర ఉపకరణాలు & ఉపకరణాలు డ్రిల్ అడాప్టర్లు
డ్రిల్ అడాప్టర్లు డ్రిల్ చక్స్
డ్రిల్ చక్స్ డైమండ్ ఇసుక చక్రం
డైమండ్ ఇసుక చక్రం ప్లానర్ కత్తులు
ప్లానర్ కత్తులు







ఈ వ్యాసంలో, వివిధ రకాల కలపను సులభంగా మరియు ఖచ్చితత్వంతో కత్తిరించడంలో మీకు సహాయపడే వృత్తాకార రంపపు బ్లేడ్ల గురించి కొన్ని ముఖ్యమైన దంతాల రకాలను మేము సమీక్షిస్తాము. మీకు రిప్పింగ్, క్రాస్కటింగ్ లేదా కాంబినేషన్ కట్లకు బ్లేడ్ అవసరమా, మా వద్ద మీ కోసం బ్లేడ్ ఉంది. మీ ప్రాజెక్ట్ కోసం సరైన బ్లేడ్ను ఎలా ఎంచుకోవాలి మరియు సరైన పనితీరు కోసం దానిని ఎలా నిర్వహించాలి అనే దానిపై కొన్ని ఉపయోగకరమైన చిట్కాలను కూడా మేము మీకు అందిస్తాము.

విషయ సూచిక
- వృత్తాకార రంపపు బ్లేడ్లు
- సాధారణ దంతాల ఆకారాలు మరియు అనువర్తనాలు
- కట్టింగ్ టూల్స్ పై ముడి మరియు ప్రాథమిక పదార్థంగా కలప ప్రభావం
- సరైన రంపపు బ్లేడ్ను ఎలా ఎంచుకోవాలి
వృత్తాకార రంపపు బ్లేడ్లు
వృత్తాకార రంపపు బ్లేడ్లు ప్లాస్టిక్ మరియు కలపను కత్తిరించడానికి పురోగతి సాధనాలు.
అవి పాలీక్రిస్టలైన్ డైమండ్ లేదా టంగ్స్టన్ కార్బైడ్తో తయారు చేయబడిన రంపపు ప్లేట్ను కలిగి ఉంటాయి.
దాని బయటి భాగంలో బ్రేజింగ్ చేయబడిన దంతాలు. వాటిని వర్క్పీస్లను విభజించడానికి ఉపయోగిస్తారు.
కటింగ్ వెడల్పును వీలైనంత తక్కువగా చేయడం ద్వారా కటింగ్ నష్టం మరియు కటింగ్ ఒత్తిళ్లను తగ్గించడం లక్ష్యం. దీనికి విరుద్ధంగా, స్ట్రెయిట్ కట్లు స్కోర్ల ద్వారా ప్రభావితం కావు, బ్లేడ్ స్థిరత్వం యొక్క నిర్దిష్ట స్థాయిని డిమాండ్ చేస్తాయి, దీనికి తప్పనిసరిగా రాయితీ అవసరం.
<=”font-family: 'times new roman', times; font-size: medium;”>రంపం యొక్క బ్లేడ్ మరియు కటింగ్ వెడల్పు మధ్య. వర్క్పీస్ యొక్క జ్యామితి మరియు పదార్థం, జ్యామితి మరియు ఆకారం పరంగా రంపపు దంతాలు. కోత శక్తులను తగ్గించడానికి సానుకూల కట్టింగ్ కోణాలను సాధారణంగా ఉపయోగిస్తారు. సన్నని గోడలు కలిగిన వర్క్పీస్ల కోసం, ఉదా.
సాధారణ దంతాల ఆకారాలు మరియు అనువర్తనాలు
రంపాన్ని బోలు ప్రొఫైల్లపై పట్టుకోకుండా ఉండటానికి, ప్రతికూల కట్టింగ్ కోణాలు అవసరం. దంతాల సంఖ్య కట్ నాణ్యత ప్రమాణాల ద్వారా నిర్ణయించబడుతుంది. సాధారణ నియమం ఏమిటంటే, ఎక్కువ దంతాలు ఉంటే, కట్ నాణ్యత ఎక్కువగా ఉంటుంది మరియు తక్కువ దంతాలు ఉంటే, రంపపు కట్ అంత సున్నితంగా ఉంటుంది.
సాధారణ దంతాల రూపాలు మరియు అనువర్తనాల వర్గీకరణ:
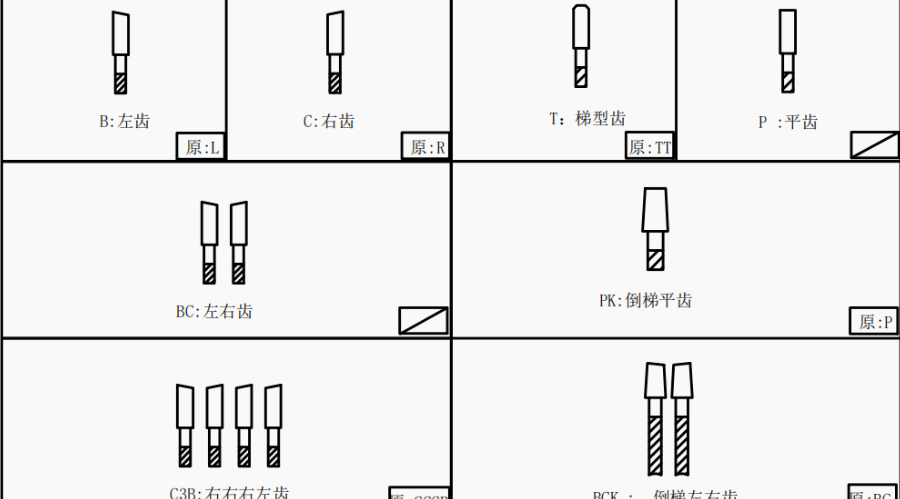
| పంటి ఆకారం | అప్లికేషన్ |
| ఫ్లాట్ FZ | ఘన కలప, ధాన్యం వెంట మరియు అంతటా. |
| ప్రత్యామ్నాయ, సానుకూల WZ | ధాన్యం వెంట మరియు అంతటా ఘన కలప అలాగే అతుక్కొని ఉన్న, కలప ఉత్పత్తులు. పూత పూయబడని, ప్లాస్టిక్ పూత లేదా వెనీర్డ్, ప్లైవుడ్, మల్టీప్లెక్స్, మిశ్రమ పదార్థాలు, లామినేటెడ్ పదార్థం |
| ప్రత్యామ్నాయం, ప్రతికూలWZ | ధాన్యం అంతటా ఉండే ఘన కలప, బోలు ప్లాస్టిక్ ప్రొఫైల్స్, నాన్-ఫెర్రస్ మెటల్ ఎక్స్ట్రూడెడ్ ప్రొఫైల్స్ మరియు ట్యూబ్లు. |
| చతురస్రం/ట్రాపెజోయిడల్, పాజిటివ్ FZ/TR | చెక్క ఉత్పత్తులు, పూత పూయబడనివి, ప్లాస్టిక్ పూత లేదా వెనీర్డ్, ఫెర్రస్ కాని మెటల్ ఎక్స్ట్రూడెడ్ ప్రొఫైల్స్ మరియు ట్యూబ్లు, ఫెర్రస్ కాని లోహాలు, AI-PU శాండ్విచ్ ప్యానెల్లు, హాలో ప్లాస్టిక్ ప్రొఫైల్స్, పాలిమర్ ప్లాస్టిక్లు (కొరియన్, వేరికోర్ మొదలైనవి) |
| చతురస్రం/ట్రాపెజోయిడల్, రుణాత్మక FZ/TR | నాన్-ఫెర్రస్ మెటల్ ఎక్స్ట్రూడెడ్ ప్రొఫైల్స్ మరియు పైపులు, బోలు ప్లాస్టిక్ ప్రొఫైల్స్, AI-PU శాండ్విచ్ ప్యానెల్స్. |
| ఫ్లాట్, బెవెల్డ్ ES | నిర్మాణ పరిశ్రమ యంత్ర రంపాలు. |
| విలోమ V/హాలో గ్రౌండ్HZ/DZ | చెక్క ఉత్పత్తులు, ప్లాస్టిక్ పూత మరియు వెనీర్ పూతతో కూడిన ప్రొఫైల్ స్ట్రిప్స్ (స్కిర్టింగ్ బోర్డులు). |
ఇవి వృత్తాకార రంపపు బ్లేడ్ల గురించి ఏడు ముఖ్యమైన దంతాల రకాలు.
కట్టింగ్ టూల్స్ పై ముడి మరియు ప్రాథమిక పదార్థంగా కలప ప్రభావం
అయితే, వాస్తవ అప్లికేషన్లో, ఎందుకంటే కట్టింగ్ మెటీరియల్ భిన్నంగా ఉంటుంది మరియు అదే సమయంలో కట్టింగ్ దిశ కూడా భిన్నంగా ఉంటుంది. కట్టింగ్ ప్రభావం మరియు సాధన జీవితకాలం కూడా ప్రభావితమవుతాయి.

సాఫ్ట్వుడ్ మరియు కోనిఫర్, హార్డ్వుడ్ మరియు బ్రాడ్లీఫ్ సాధారణంగా పోల్చదగినవి అయినప్పటికీ, హార్డ్వుడ్ అయిన యూ మరియు సాఫ్ట్వుడ్లైన ఆల్డర్, బిర్చ్, లైమ్, పోప్లర్ మరియు విల్లో వంటి కొన్ని బాహ్య వృక్షాలు ఉన్నాయి.
ప్రాసెసింగ్ మరియు సాధన ఎంపికలో సాంద్రత, బలం, స్థితిస్థాపకత మరియు కాఠిన్యం ముఖ్యమైన వేరియబుల్స్. ఫలితంగా, హార్డ్వుడ్ మరియు సాఫ్ట్వుడ్లను వర్గీకరించడం చాలా ముఖ్యం ఎందుకంటే ఇది ఈ లక్షణాలకు సమగ్ర సూచనను ఇస్తుంది.
కలప ప్రాసెసింగ్ మరియు వడ్రంగి పద్ధతులను అమలు చేస్తున్నప్పుడు, కలప అనేది వివిధ నిర్మాణం మరియు నాణ్యత కలిగిన పదార్థం అని గమనించడం ముఖ్యం. ఇది ముఖ్యంగా శంఖాకార కలప యొక్క పెరుగుదల వలయాల ద్వారా వివరించబడింది. ప్రారంభ కలప మరియు చివరి కలప మధ్య కాఠిన్యం గణనీయంగా మారుతుంది. చెక్క పని సమయంలో ఈ అంశాలను పరిగణనలోకి తీసుకోవాలి మరియు కట్టింగ్ మెటీరియల్, కట్టింగ్ మెటీరియల్ జ్యామితి మరియు ప్రాసెసింగ్ పారామితులను తదనుగుణంగా సర్దుబాటు చేయాలి. వివిధ రకాల కలపతో పనిచేసేటప్పుడు, తరచుగా రాజీలు అవసరం. మీరు ప్రాసెస్ చేస్తున్న పదార్థం యొక్క లక్షణాలు మరియు పారామితులను బట్టి మరియు ఎన్ని రకాల పదార్థాలను బట్టి, తగిన సర్దుబాట్లు చేయండి.
మరియు చాలా కట్టింగ్ టెక్నాలజీ లక్షణాలకు, బల్క్ డెన్సిటీ నిర్ణయాత్మక అంశం. బల్క్ డెన్సిటీ అనేది ద్రవ్యరాశికి వాల్యూమ్కు నిష్పత్తి (అన్ని కణాలతో సహా). కలప రకాన్ని బట్టి, బల్క్ డెన్సిటీ సాధారణంగా 100 కిలోల/మీ3 నుండి 1200 కిలోల/మీ3 వరకు ఉంటుంది.

అత్యాధునిక అంచుల ధరను ప్రభావితం చేసే ఇతర అంశాలు కలప కూర్పు, ఉదాహరణకు టానిన్లు లేదా సిలికేట్ చేరికలు.
కలపలో ఉండే కొన్ని సాధారణ రసాయన భాగాలు ఇక్కడ ఉన్నాయి.
ఓక్లో లభించే సహజ టానిన్లు, సాధనం యొక్క కట్టింగ్ ఎడ్జ్పై రసాయనిక దుస్తులు ధరిస్తాయి.
చెక్కలో తేమ శాతం ఎక్కువగా ఉంటే ఇది ప్రత్యేకంగా వర్తిస్తుంది.
ఉష్ణమండల అడవులైన విల్లో, టేకు లేదా మహోగని వంటి వాటిలో ఉండే సిలికేట్ చేరికలు, పోషకాలతో పాటు నేల నుండి గ్రహించబడతాయి. తరువాత అవి పాత్రలలో స్ఫటికీకరిస్తాయి.
అవి కట్టింగ్ ఎడ్జ్పై రాపిడి ధరను పెంచుతాయి.
ఎర్లీవుడ్ మరియు లేట్వుడ్ మధ్య సాంద్రతలో వ్యత్యాసం సాధారణంగా గణనీయంగా ఉంటుంది.
తరచుగా బలమైన ముందస్తు పగుళ్లకు సంకేతం మరియు ప్రాసెసింగ్ సమయంలో విడిపోయే ధోరణి (ఉదా. యూరోపియన్ రెడ్ పైన్). అదే సమయంలో కలప రంగు భిన్నంగా ఉండవచ్చు.
ప్రపంచవ్యాప్తంగా కలపకు డిమాండ్ పెరగడానికి కారణం తోటల అడవులలో ఎక్కువ చెట్లను పెంచడం. ఈ తోటల అడవులు సాధారణంగా వేగంగా పెరుగుతాయి.
రేడియేటా పైన్, యూకలిప్టస్ మరియు పోప్లర్ వంటి జాతులు. సహజ అడవులలో పెరిగే మొక్కలతో పోలిస్తే, ఈ మొక్కలు కఠినమైన వార్షిక వలయాలను కలిగి ఉంటాయి మరియు దట్టంగా ఉంటాయి మరియు
బలం తక్కువగా ఉంటుంది. కాండం విడిపోవడానికి మరియు ఫైబర్ వేరు కావడానికి ఎక్కువ అవకాశం ఉన్నందున, కొన్నిసార్లు తోటల కలప కోత నిజమైన సవాలును కలిగిస్తుంది.
దీనికి ప్రత్యేక ప్రాసెసింగ్ పద్ధతులు మరియు ప్రత్యేక సాధన పరిష్కారాలు అవసరం.
సరైన రంపపు బ్లేడ్ను ఎలా ఎంచుకోవాలి
పైన పేర్కొన్న ప్రాథమికాలను మీరు అర్థం చేసుకున్న తర్వాత, చెక్కలో తేడా, దంతాల ఆకారంలో తేడా.
తదుపరి దశ సరైన రంపపు బ్లేడ్ను ఎలా ఎంచుకోవాలో. ఈ వ్యాసంలో, దీన్ని అనేక విధాలుగా ఎలా చేయాలో మేము మీకు చూపుతాము.
I. వృత్తాకార రంపపు బ్లేడ్ల ఎంపిక ఆధారం
కోసే పదార్థ లక్షణాల వర్గీకరణ ప్రకారం
1. 1.,Sఒలిడ్Wఓడ్:Cరాస్-కటింగ్,Lఒంగిటుడినల్ కటింగ్.
క్రాస్-కటింగ్ కలప ఫైబర్ను కత్తిరించాల్సిన అవసరం ఉంది, కత్తిరించిన ఉపరితలం చదునుగా ఉండాలి, కత్తి గుర్తులు ఉండకూడదు మరియు బర్ ఉండకూడదు, బయటి వ్యాసంలో ఉపయోగించే రంపపు బ్లేడ్10 అంగుళాలు లేదా 12 అంగుళాలుమరియు దంతాల సంఖ్య ఉండాలి60 పళ్ళు నుండి 120 పళ్ళు, పల్చని పదార్థం తదనుగుణంగా దంతాల సంఖ్యను ఉపయోగించడం వలన యంత్రాలు ఎక్కువగా ఉంటాయి. ఫీడ్ వేగం తదనుగుణంగా నెమ్మదిగా ఉండాలి. సాపేక్షంగా తక్కువ దంతాలతో రేఖాంశ రంపపు, ఫీడింగ్ వేగం వేగంగా ఉంటుంది, కాబట్టి చిప్ తొలగింపు అవసరాలు చాలా ఎక్కువగా ఉంటాయి, కాబట్టి రంపపు బ్లేడ్ యొక్క అవసరాలుOD 10 అంగుళాలు లేదా 12 అంగుళాలుమధ్య దంతాల సంఖ్యలో24 మరియు 40 దంతాలు.
2,తయారు చేసిన బోర్డులు: డెన్సిటీ బోర్డు, పార్టికల్ బోర్డ్, ప్లైవుడ్.
కటింగ్ కోసం కటింగ్ శక్తిని పూర్తిగా పరిగణించాలి మరియు చిప్ తొలగింపు సమస్య, బయటి వ్యాసం కలిగిన రంపపు బ్లేడ్ల వాడకం10 అంగుళాలు లేదా 12 అంగుళాలుదంతాల మధ్య ఉండాలి60 పళ్ళ నుండి 96 పళ్ళ వరకు.
పై రెండు నియమాల తర్వాత, మీరు ఉపయోగించవచ్చుBC దంతాలుఉంటేఘన చెక్క, సాదా బోర్డువెనీర్ లేకుండా మరియు కట్ సర్ఫేస్ పాలిష్ ప్రమాణాలు ముఖ్యంగా ఎక్కువగా లేవు. కత్తిరించేటప్పుడుకణ బోర్డువెనీర్ తో,ప్లైవుడ్, సాంద్రత బోర్డు, మరియు మొదలైనవి, ఒక రంపపు బ్లేడును ఉపయోగించండిTP దంతాలు. దంతాలు తక్కువగా ఉంటే, కోత నిరోధకత తక్కువగా ఉంటుంది; ఎక్కువ దంతాలు ఉంటే, కోత నిరోధకత పెద్దదిగా ఉంటుంది, కానీ కోత ఉపరితలం సున్నితంగా ఉంటుంది.
- ముగింపు
వివిధ ఉపయోగాలతో అనేక రకాల వృత్తాకార రంపపు బ్లేడ్లు ఉన్నాయి. వాస్తవ ఉపయోగంలో, దానిని ఏ పదార్థంతో కత్తిరించాలో, ఏ వినియోగాన్ని ఉపయోగించాలో, యంత్రంతో కలిపి ఉండాలి. తగిన దంతాల ఆకారాన్ని, సంబంధిత రంపపు బ్లేడ్ రకానికి తగిన పరిమాణాన్ని ఎంచుకోండి.
మీకు సరైన కట్టింగ్ సాధనాలను అందించడానికి మేము ఎల్లప్పుడూ సిద్ధంగా ఉన్నాము.
వృత్తాకార రంపపు బ్లేడ్ల సరఫరాదారుగా, మేము ప్రీమియం వస్తువులు, ఉత్పత్తి సలహా, వృత్తిపరమైన సేవ, అలాగే మంచి ధర మరియు అసాధారణమైన అమ్మకాల తర్వాత మద్దతును అందిస్తున్నాము!
https://www.koocut.com/ లో.
హద్దులు మీరి ధైర్యంగా ముందుకు సాగండి! అదే మా నినాదం.
మరియు చైనాలో ప్రముఖ అంతర్జాతీయ కట్టింగ్ టెక్నాలజీ సొల్యూషన్ మరియు సర్వీస్ ప్రొవైడర్గా ఎదగాలని నిశ్చయించుకుంటాము, భవిష్యత్తులో దేశీయ కట్టింగ్ టూల్ తయారీని అధునాతన మేధస్సుకు ప్రోత్సహించడానికి మా గొప్ప సహకారాన్ని అందిస్తాము.
పోస్ట్ సమయం: ఆగస్టు-23-2023





