
 Lưỡi cưa TCT
Lưỡi cưa TCT Lưỡi cưa định cỡ HERO
Lưỡi cưa định cỡ HERO Máy cưa định cỡ tấm HERO
Máy cưa định cỡ tấm HERO Lưỡi cưa ghi điểm HERO
Lưỡi cưa ghi điểm HERO Lưỡi cưa gỗ nguyên khối HERO
Lưỡi cưa gỗ nguyên khối HERO Cưa nhôm HERO
Cưa nhôm HERO Cưa rãnh
Cưa rãnh Cưa thép định hình
Cưa thép định hình Máy cưa cạnh
Máy cưa cạnh Cưa Acrylic
Cưa Acrylic Lưỡi cưa PCD
Lưỡi cưa PCD Lưỡi cưa định cỡ PCD
Lưỡi cưa định cỡ PCD Máy cưa định cỡ tấm PCD
Máy cưa định cỡ tấm PCD Lưỡi cưa ghi điểm PCD
Lưỡi cưa ghi điểm PCD Cưa rãnh PCD
Cưa rãnh PCD Cưa nhôm PCD
Cưa nhôm PCD Máy cưa ván sợi PCD
Máy cưa ván sợi PCD Cưa lạnh kim loại
Cưa lạnh kim loại Lưỡi cưa lạnh cho kim loại đen
Lưỡi cưa lạnh cho kim loại đen Lưỡi cưa cắt khô cho kim loại đen
Lưỡi cưa cắt khô cho kim loại đen Máy cưa lạnh
Máy cưa lạnh Mũi khoan
Mũi khoan Mũi khoan chốt
Mũi khoan chốt Thông qua mũi khoan
Thông qua mũi khoan Mũi khoan bản lề
Mũi khoan bản lề Mũi khoan bậc TCT
Mũi khoan bậc TCT Mũi khoan HSS/ Mũi khoan lỗ mộng
Mũi khoan HSS/ Mũi khoan lỗ mộng Mũi phay
Mũi phay Mũi khoan thẳng
Mũi khoan thẳng Mũi khoan thẳng dài hơn
Mũi khoan thẳng dài hơn Mũi khoan thẳng TCT
Mũi khoan thẳng TCT Mũi khoan thẳng M16
Mũi khoan thẳng M16 Mũi khoan thẳng TCT X
Mũi khoan thẳng TCT X Mũi vát 45 độ
Mũi vát 45 độ Mũi khắc
Mũi khắc Mũi khoan góc tròn
Mũi khoan góc tròn Mũi phay PCD
Mũi phay PCD Dụng cụ dán cạnh
Dụng cụ dán cạnh Máy cắt tỉa TCT
Máy cắt tỉa TCT Dao phay trước TCT
Dao phay trước TCT Máy cưa cạnh
Máy cưa cạnh Máy cắt tỉa PCD
Máy cắt tỉa PCD Dao phay trước PCD
Dao phay trước PCD Máy cưa cạnh PCD
Máy cưa cạnh PCD Các công cụ và phụ kiện khác
Các công cụ và phụ kiện khác Bộ chuyển đổi máy khoan
Bộ chuyển đổi máy khoan Đầu kẹp mũi khoan
Đầu kẹp mũi khoan Bánh xe cát kim cương
Bánh xe cát kim cương Dao bào
Dao bào







Trong bài viết này, chúng tôi sẽ xem xét một số loại răng cưa thiết yếu của lưỡi cưa tròn, giúp bạn cắt nhiều loại gỗ khác nhau một cách dễ dàng và chính xác. Cho dù bạn cần lưỡi cưa để xẻ, cắt ngang hay cắt kết hợp, chúng tôi đều có lưỡi cưa phù hợp. Chúng tôi cũng sẽ cung cấp cho bạn một số mẹo hữu ích về cách chọn lưỡi cưa phù hợp cho dự án của bạn và cách bảo trì lưỡi cưa để đạt hiệu suất tối ưu.

Mục lục
- Lưỡi cưa tròn
- Hình dạng và ứng dụng điển hình của răng
- Ảnh hưởng của gỗ như một nguyên liệu thô và cơ bản đến các công cụ cắt
- Cách chọn lưỡi cưa phù hợp
Lưỡi cưa tròn
Lưỡi cưa tròn là dụng cụ dùng để cắt nhựa và gỗ.
Chúng bao gồm một tấm cưa làm bằng kim cương đa tinh thể hoặc cacbua vonfram.
răng hàn ở bên ngoài. Chúng được sử dụng để chia nhỏ phôi.
Mục tiêu là làm cho bề rộng cắt càng nhỏ càng tốt, đồng thời giảm thiểu tổn thất cắt và áp lực cắt. Ngược lại, đường cắt thẳng không bị ảnh hưởng bởi các điểm cắt. Đường cắt yêu cầu một mức độ ổn định lưỡi cắt nhất định, điều này tất yếu đòi hỏi sự nhượng bộ.
< = "font-family: 'times new roman', times; font-size: medium;">giữa lưỡi cưa và bề rộng cắt. Hình dạng và vật liệu của phôi, răng cưa về mặt hình dạng và hình học. Góc cắt dương thường được sử dụng để giảm thiểu lực cắt. Đối với phôi có thành mỏng, ví dụ:
Hình dạng và ứng dụng điển hình của răng
Để lưỡi cưa không bị kẹt vào các thanh rỗng, cần có góc cắt âm. Số lượng răng được xác định bởi các tiêu chuẩn chất lượng cắt. Nguyên tắc chung là càng nhiều răng thì chất lượng cắt càng tốt, và càng ít răng thì đường cắt càng mịn.
Phân loại các dạng răng điển hình và ứng dụng:
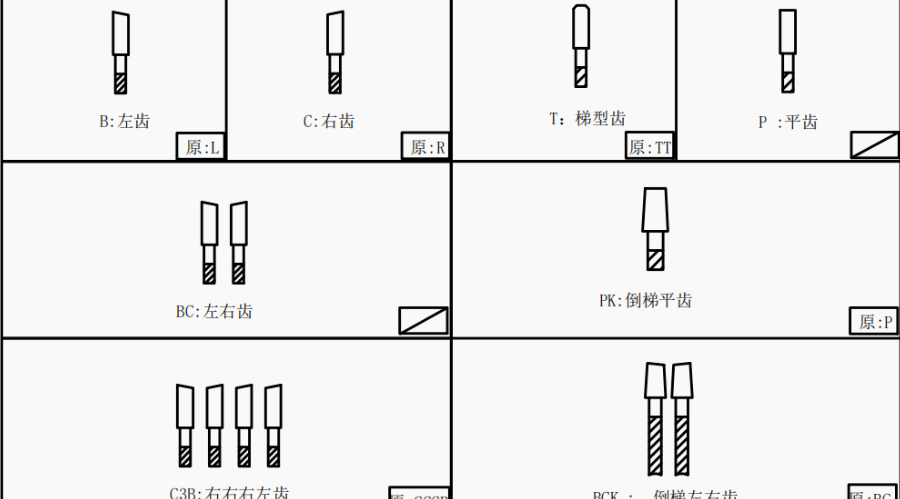
| Hình dạng răng | Ứng dụng |
| FZ phẳng | Gỗ đặc, theo chiều dọc và ngang thớ. |
| WZ thay thế, dương | Gỗ nguyên khối theo thớ và ngang thớ cũng như các sản phẩm gỗ dán, không phủ, phủ nhựa hoặc phủ gỗ dán, ván ép, gỗ ghép, vật liệu tổng hợp, vật liệu nhiều lớp |
| Thay thế, WZ âm | Gỗ nguyên khối theo thớ, thanh nhựa rỗng, thanh đùn kim loại màu và ống. |
| Hình vuông/hình thang, FZ/TR dương | Sản phẩm gỗ, không tráng phủ, tráng phủ nhựa hoặc phủ gỗ dán, thanh và ống đùn kim loại màu, kim loại màu, tấm panel AI-PU, thanh nhựa rỗng, nhựa polyme (Corian, Varicor, v.v.) |
| Hình vuông/hình thang, FZ/TR âm | Ống và thanh đùn kim loại màu, thanh nhựa rỗng, tấm panel AI-PU. |
| Phẳng, vátES | Máy cưa dùng trong ngành xây dựng. |
| Chữ V ngược/mặt đất rỗngHZ/DZ | Sản phẩm gỗ, thanh định hình phủ nhựa và phủ gỗ dán (ván ốp chân tường). |
Đây là bảy loại răng cần thiết của lưỡi cưa tròn.
Ảnh hưởng của gỗ như một nguyên liệu thô và cơ bản đến các công cụ cắt
Tuy nhiên, trong ứng dụng thực tế, do vật liệu cắt khác nhau, đồng thời hướng cắt cũng khác nhau, hiệu quả cắt và tuổi thọ dụng cụ cũng sẽ bị ảnh hưởng.

Trong khi gỗ mềm và cây lá kim, gỗ cứng và cây lá rộng nhìn chung có thể so sánh được, vẫn có một số trường hợp ngoại lệ, chẳng hạn như cây thủy tùng, là một loại gỗ cứng, và cây alder, cây bạch dương, cây bồ đề, cây dương và cây liễu, là những loại gỗ mềm.
Mật độ, độ bền, độ đàn hồi và độ cứng là những biến số thiết yếu trong quá trình chế biến và lựa chọn dụng cụ. Do đó, việc phân loại gỗ cứng và gỗ mềm là rất quan trọng vì nó cung cấp một tài liệu tham khảo toàn diện về những đặc tính này.
Khi thực hiện các kỹ thuật chế biến gỗ và mộc, điều quan trọng cần lưu ý là gỗ là vật liệu có cấu trúc và chất lượng khác nhau. Điều này được minh họa cụ thể qua các vòng sinh trưởng của gỗ lá kim. Độ cứng khác nhau đáng kể giữa gỗ sớm và gỗ muộn. Những yếu tố này cần được lưu ý trong quá trình chế biến gỗ, và vật liệu cắt, hình dạng vật liệu cắt và các thông số xử lý cần được điều chỉnh cho phù hợp. Khi làm việc với các loại gỗ khác nhau, thường cần phải có sự thỏa hiệp. Tùy thuộc vào đặc điểm và thông số của vật liệu bạn đang xử lý, và thậm chí là số lượng loại vật liệu, hãy thực hiện các điều chỉnh phù hợp.
Đối với hầu hết các đặc tính công nghệ cắt, khối lượng riêng là yếu tố quyết định. Khối lượng riêng là tỷ lệ giữa khối lượng và thể tích (bao gồm tất cả các hạt). Tùy thuộc vào loại gỗ, khối lượng riêng thường dao động từ 100 kg/m3 đến 1200 kg/m3.

Các yếu tố khác ảnh hưởng đến độ mài mòn của lưỡi cắt là thành phần gỗ, chẳng hạn như chất tanin hoặc tạp chất silicat.
Sau đây là một số thành phần hóa học phổ biến có trong gỗ.
Chất tannin tự nhiên, chẳng hạn như chất có trong gỗ sồi, gây ra hiện tượng mài mòn hóa học ở lưỡi cắt của dụng cụ.
Điều này đặc biệt đúng nếu độ ẩm của gỗ cao.
Các tạp chất silicat, chẳng hạn như các tạp chất có trong gỗ nhiệt đới như liễu, gỗ tếch hoặc gỗ gụ, được hấp thụ từ đất cùng với các chất dinh dưỡng. Sau đó, chúng kết tinh trong các mạch.
Chúng làm tăng độ mài mòn ở lưỡi cắt.
Sự khác biệt về mật độ giữa gỗ sớm và gỗ muộn thường là đáng kể
Thường là dấu hiệu của hiện tượng nứt nẻ mạnh và có xu hướng tách ra trong quá trình chế biến (ví dụ như gỗ thông đỏ châu Âu). Đồng thời, màu sắc của gỗ cũng có thể khác nhau.
Nhu cầu gỗ toàn cầu ngày càng tăng là do ngày càng nhiều cây được trồng trong các khu rừng trồng. Những khu rừng trồng này thường phát triển nhanh.
Các loài như thông radiata, bạch đàn và dương. So với các loài cây mọc trong rừng tự nhiên, những loài cây này có vòng năm thô hơn và dày đặc hơn.
Độ bền thấp hơn. Do dễ bị tách thân và tách sợi, đôi khi việc khai thác gỗ rừng trồng có thể trở thành một thách thức thực sự.
Nó đòi hỏi kỹ thuật xử lý đặc biệt và giải pháp gia công đặc biệt.
Cách chọn lưỡi cưa phù hợp
Sau khi bạn hiểu được những điều cơ bản trên, sự khác biệt về gỗ, sự khác biệt về hình dạng răng.
Bước tiếp theo là cách chọn lưỡi cưa phù hợp. Trong bài viết này, chúng tôi sẽ chỉ cho bạn cách thực hiện theo một số cách
I. Cơ sở lựa chọn lưỡi cưa tròn
Theo phân loại tính chất vật liệu cưa
1、Schất rắnWtốt:Ccắt ngang,Lcắt dọc.
Cắt ngang cần cắt đứt thớ gỗ, bề mặt cắt yêu cầu phẳng, không được có vết dao, không được có gờ, lưỡi cưa sử dụng có đường kính ngoài10 inch hoặc 12 inchvà số lượng răng phải ở trong60 răng đến 120 răngVật liệu càng mỏng thì số răng sử dụng càng nhiều. Tốc độ cấp liệu cũng phải chậm tương ứng. Máy cưa dọc có số răng tương đối ít, tốc độ cấp liệu sẽ nhanh hơn, do đó yêu cầu loại bỏ phoi rất cao, do đó yêu cầu về lưỡi cưa cũng cao hơn.OD 10 inch hoặc 12 inchtrong số lượng răng giữa24 và 40 răng.
2、Ván sản xuất: Ván đặc, ván dăm, ván ép.
Cắt cần phải xem xét đầy đủ lực cắt, và vấn đề loại bỏ phoi, việc sử dụng lưỡi cưa có đường kính ngoài là10 inch hoặc 12 inchcủa răng nên ở giữaTừ 60 răng đến 96 răng.
Sau hai quy tắc trên, bạn có thể sử dụngRăng BCnếu có mộtgỗ nguyên khối, bảng trơnkhông có lớp phủ và tiêu chuẩn đánh bóng bề mặt cắt không đặc biệt cao. Khi cắtván dămvới lớp phủ,ván ép, bảng mật độ, và vân vân, sử dụng lưỡi cưa vớiRăng TP. Số răng càng ít thì lực cản cắt càng thấp; số răng càng nhiều thì lực cản cắt càng lớn nhưng bề mặt cắt càng mịn hơn.
- Phần kết luận
Có nhiều loại lưỡi cưa tròn với công dụng khác nhau. Trong thực tế sử dụng, cần kết hợp với vật liệu cần cắt, mục đích sử dụng, kết hợp với máy. Chọn hình dạng răng cưa phù hợp, kích thước lưỡi cưa phù hợp với loại lưỡi cưa tương ứng.
Chúng tôi luôn sẵn sàng cung cấp cho bạn những dụng cụ cắt phù hợp.
Là nhà cung cấp lưỡi cưa tròn, chúng tôi cung cấp hàng hóa cao cấp, tư vấn sản phẩm, dịch vụ chuyên nghiệp, cũng như giá cả tốt và hỗ trợ sau bán hàng đặc biệt!
Trong https://www.koocut.com/.
Phá vỡ giới hạn và dũng cảm tiến về phía trước! Đó là khẩu hiệu của chúng tôi.
Và sẽ quyết tâm trở thành nhà cung cấp dịch vụ và giải pháp công nghệ cắt gọt quốc tế hàng đầu tại Trung Quốc, trong tương lai chúng tôi sẽ đóng góp to lớn vào việc thúc đẩy sản xuất dụng cụ cắt gọt trong nước đạt đến trình độ trí tuệ tiên tiến.
Thời gian đăng: 23-08-2023





